3. Energy Conversion 3.1 Heating values The chemical enthalpy is
advertisement

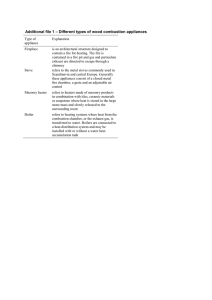
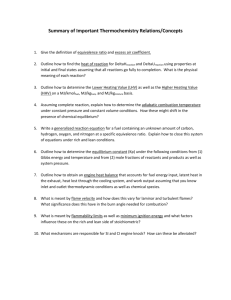
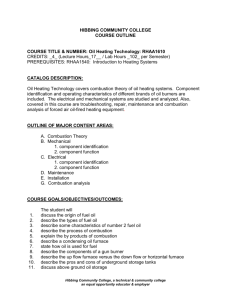
3. Energy Conversion 3.1 Heating values The chemical enthalpy is converted into heat by the oxidation of the carbon and hydrogen contained in the fuel. If, in accordance with Figure 3-1, the gas is cooled to 0 °C after combustion, then the resulting water is present as liquid. The enthalpy converted in the process is denoted as gross heating value H o (earlier designation upper heating value). After the combustion the gas is drawn off with temperatures above dew point so that the water is vaporous. As a result the condensation enthalpy is not converted into heat. Then the converted chemical enthalpy of the fuel is denoted as net heating value hu (earlier designation lower heating value). Both values are thus differentiated only by the proportion of the condensation enthalpy h u = H 0 − x H 2 O ⋅ ∆h vap (3-1) x H 2 O being the proportion of water in the gas. Table 3-1 lists the gross heating values and the net heating values for typical fuels. The values for the fossil fuels represent average values for Germany [3.1]. Hydrogen possesses the highest heating value in relation to the mass. Here the difference between gross heating value and heating value is the largest. This difference is the greatest in the case of the fossil fuels; in natural gas 10%. In natural gas the heating value depends comparatively more greatly on the composition. If this is known, then the heating value can be calculated using h u = ∑ x i ⋅ h ui (3-2) x i being the combustible proportion of gas and h ui its heating value. As a rule the proportions are CH4, H2 and CO. Table 3-1 lists their heating values. In solid and liquid fuels the chemical bond type of the components is not known so that the heating value must always be determined experimentally. If the heating value would be calculated according to Eq. (3-2) from the C- and H mass fraction of the composition given in Table 2-1, so too high heating value results. Especially, if oxygen is included already in the fuel, as it is the case for example in methanol, then considerably higher values result. The heating values of liquid fuels vary by ± 3 % depending on the reference given. The different densities of liquid fuels have to be taken into account because they are saled in volume (litre) and not in mass (kg). As a consequence a litre of Diesel fuels contains about 14 % more energy than a litre of Otto fuel. For black coal the heating value depends on the composition, especially on the amount of volatile matter, and can vary by ± 8 % from the given mean value. Raw lignite coal has a low heating value because of the high content of liquid water. Lignite dust, which has been dried, has consequently a higher value. This value is lower than that for black coals because of the content of oxygen (see table 2-1). The heating value of woods depends on their kind and amount of water. In the table only approximate values can be given. Remarkable is the low heating value related to volume. Therefore, the energy transport is not so econonomic than that for coal and oil. The higher the heating value of fuels the higher is also their air demand. Figure 3-2 shows the heating value and the air demand for a lot of combustible matter. It can be seen that approximately a linear correlation exists. More and more fuels are used which are separated from residuals and waste. Their composition is mostly known. However, the heating value can be determined and herewith the air demand can be estimated according Figure 3-2. Heating values and energy consumption often given in different units. The transfer of these units is summarized in Table 3-2. As briefly described in part, the crude fuel must be treated for use after its extraction from the earth. The treatment demands energy. If the energy for the transport and storage is added on, the so-called supply energy results. This is compiled for some fuels in Table 3-3. Other sources specify partly slightly deviating values (±1% of the percentage of the heating value). Such supply energies are necessary to calculate the cumulative energy required in the scope of eco-studies. For natural gas and crude oil approximately 10% of the heating value and for bituminous coal 5% is therefore required for provision. 3.2 Combustion Gas Temperatures 3.2.1 Designations The gas after combustion is designated as combustion gas and the temperatur as combustion temperature respectively (Figure 3-3). In an adiabatic chamber the highest temperature is obtained. For temperatures above 1800 °C it has to be considered that in reason of equilibrium the conversion is not complete. Than it is differed between the adiabatic combustion temperature with and without dissociation of gas components. If heat is emitted during the combustion, for example through loss owing to non-adiabatic walls, then the temperature of the gas flowing out of the combustion chamber is called process gas temperature. The gas released into the environment after completely used is designated as flue gas and the accompanying temperature as flue gas temperature. In accordance with Figure 3-3 the combustion with heat emission can be carried out in one or two apparatuse connected in a series. If the gas contains dust after combustion, for example in the case of solid fuels or dust generating products, then it is designated as a smoke gas. Only after cleaning, then it is called a flue gas. 3.2.2 Adiabatic Combustion Temperature The combustion in an adiabatic chamber gives the highest temperatures of the gas. This adiabatic combustion temperature ϑad results from the energy balance for the adiabatic combustion chamber in accordance with Figure 3-2 & (h + c ⋅ ϑ ) + M & ⋅c ⋅ϑ = M & ⋅c ⋅ϑ + M & ⋅ ∆h . M f u f f L pL L G pG ad G diss (3-3) Energy is inserted with the mass flow of fuel and air. The enthalpy c f ⋅ ϑf fed in with the fuel can be disregarded compared with the heating value h u . Exceptions are only hot lean gases. Energy flows out with the mass of the combustion gas and with dissociation enthalpy of the not complete oxidized components. The following applies to the dissociation enthalpy ∆h diss ~ ~ ~ ∆h H 2 ∆h CO ∆h OH = x CO ⋅ ~ + xH2 ⋅ ~ + x OH ⋅ ~ + ... M CO MH2 M OH (3-4) ∆h i being the dissociation enthalpies of the reactions such as CO 2 → CO + 1 2 O 2 H 2O → H 2 + 1 2 O2 H 2 O → OH + H O2 → O + O and so forth. In Eq. (3-3) is cf und cpL the specific heat capacity of fuel and air respectively and c pG is the mean spec. heat capacity of the combustion gas. The specific heat capacity is temperature dependent. Hence, corresponding with the definition of the enthalpy, a mean value must be introduced in the balancing between the air and gas temperatures ϑG ∆h LG = ∫ c p (ϑ) ⋅ dϑ = cpG ⋅ (ϑG − ϑL ) . (3-6) ϑL Consequently the following applies cpG 1 = TG − TL TG ∫ c (T ) ⋅ dT . p (3-7) TL Absolute temperatures being applied for the sake of expediency. The temperature dependence of the specific heat capacity of a gas component can in fact be approximated very well by the power function [Müller, 1968] n c p (T ) = c p (T0 ) ⋅ (T T0 ) (3-8) Thus the following results as the mean value of a gas component c p (T ) c p (T0 ) = 1 (T T0 ) n +1 − 1 ⋅ n +1 T T0 − 1 (3-9) The mean specific heat capacity of the gas mixture is obtained from sum of the mass related specific heat capacity of the individual components cpG = ∑ x iG ⋅ cpi = 1 ⋅∑~ x iG ⋅ ρ i ⋅ c pi . ρG (3-10) Table 3-4 lists the specific heat capacities with the accompanying exponents n and the densities for the most important gas components. Figure 3-4 shows the temperature dependence of the specific heat capacity of the combustion gas for typical fuels. The following applies to the mass flows & =λ⋅L⋅M & M L f (3-11) and & =M & +M & =M & (1 + λ ⋅ L ) . M G f L f (3-12) With these two equations the following results from the energy balance (3-3) for the adiabatic combustion temperature ϑad = hu ∆h diss λ ⋅ L c pL − + ⋅ ⋅ ϑL . (1 + λ ⋅ L) ⋅ cpG cpG 1 + λ ⋅ L cpG (3-13) Figure 3-5 shows the adiabatic combustion temperature and the accompanying concentrations in the combustion with air preheated to 800 °C. From this it is obvious that the maximum adiabatic combustion temperature is not produced at stoichiometric combustion (λ = 1) but when combustion is hypostoichiometric with approximately λ = 0.9. In this case the converted enthalpy is in fact lower than λ = 1; the air demand L is lower as well. The various components reach their maximum concentrations at different excess air numbers. Figure 3-6 specifies the influence of the dissociation on the adiabatic combustion temperature. The dissociation is not taken into account in the upper temperature profile. Therefore only the homogeneous water gas reaction equation is taken into account in the area of hypostoichiometric combustion. In this case the maximum value results when λ = 1. The dissociation of CO2 and H2O is taken into account in the average curve. In the lower curve additionally the dissociation of O2 and H2 is also taken into account. It is obvious from the figure that approximately above temperatures of 1800 °C the dissociation exerts an influence and that the dissociation of O2 and H2 can still be disregarded up to temperatures of approximately 2300 °C. If the air is only slightly preheated, then the enthalpy of the air λ ⋅ L ⋅ c pL ⋅ ϑL is only approximately 1 to 3 % of the heating value. Then λ ⋅ L ⋅ c pL ≈ (1 + λ ⋅ L ) ⋅ c pG (3-14) can be approximately set. Therefore the following ensues for the adiabatic temperature ϑad ≈ hu ∆h diss − + ϑL . (1 + λ ⋅ L) ⋅ cpG cpG (3-15) The adiabatic temperature is all the lower, the higher the excess air number is, and all the higher, the higher the air preheating and the higher the O2 content of the combustion air and the lower the air demand thus is. Figure 3-7 shows the adiabatic temperature for typical fuels. An adiabatic temperature only slightly higher than in natural gas is produced by fuel oil. By comparison coal possesses lower adiabatic temperatures. Lean gases such as top gas produce only relative low adiabatic temperatures. Thus these gases ignite and burn relatively poor, which is the reason why air is often preheated in these cases. Figure 3-8 represents the influence of the air preheating on the adiabatic combustion temperature, again using the example of natural gas. The higher the temperature, the smaller is the influence of the preheating air on the adiabatic combustion temperature, since larger proportions dissociate. Finally Figure 3-9 represents the influence of the O2 enrichment of the air. The adiabatic combustion temperature can already be increased considerably by relatively low oxygen enrichments. 3.2.3 Non-adiabatic Temperature and Flue Gas Temperature Heat losses across wall are always present in real combustion chambers. Normally combustion processes have excess air numbers higher than 1.1 and heat loss. Therefore the temperature of the gas is so low that dissociation can be neglected. The energy balance is as & & ⋅h + M & ⋅c ⋅ϑ = M & ⋅c ⋅ϑ + Q M f u L pL L G pG G e (3-16) & being the heat flow of loss to environment. Using the approximation (3-14) the following Q e results for the temperature of the gas ϑG = & M & hu − Q e f +ϑ . (1 + λ ⋅ L) ⋅ cpG L (3-17) If an efficiency of apparatus ηa = & M & hu − Q e f hu (3-18) is introduced, the following ensues for the temperature ϑG = h u ⋅ ηa +ϑ . (1 + λ ⋅ L ) ⋅ cpG L (3-19) & , then the energy balance is If the process gas emits the effective heat flow Q & +Q & +M & ⋅h + M & ⋅λ⋅L⋅c ⋅ϑ = Q & ⋅ (1 + λ ⋅ L ) ⋅ c ⋅ ϑ M f u f pL L e f pfg fg (3-20) ϑfg then being the flue gas temperature. For the flue gas temperature the following is obtained from the above using equation (3-14) ϑfg = & −Q & & ⋅h −Q M f u e + ϑL . & M f ⋅ (1 + λ ⋅ L ) ⋅ cpfg (3-21) The level of the flue gas temperature thus depends on the heat emission and consequently on the type of process. 3.3 Fuel Demand 3.3.1 Pyrotechnical Efficiency From the energy balance (3-20), the following results as the fuel demand for the necessary & of the process to be carried out heat flow Q & ⋅h = M f u & +Q & Q e 1 − (1 + λ ⋅ L ) ⋅ c pfg ⋅ (ϑfg − ϑe )/h u (3-22) when ϑe is the environmental air temperature. The specific energy demand related to the & is applied to compare processes product flow M & M & ⋅h & M ∆h + Q f u e = & M 1 − (1 + λ ⋅ L ) ⋅ cpfg ⋅ (ϑfg − ϑe )/h u (3-23) ∆h being the product’s specific change of enthalpy in accordance with & =M & ⋅ ∆h . Q (3-24) For the rating of firing plants the pyrotechnical efficiency ηf = & +Q & Q e & ⋅h M f (3-25) u is introduced, which produces the ratio of the emitted heat to fuel energy consumption. Using equation (3-22) the following is obtained ηf = 1 − (1 + λ ⋅ L )⋅ cpfg ⋅ (ϑfg − ϑe ) hu . (3-26) Figure 3-10 represents this efficiency for the two fuels, natural gas and heating oil. It is obvious that the efficiency is all the higher, the lower the flue gas temperature is and the more the excess air number approaches the stoichiometric value. When flue gas temperatures and excess air numbers are equal, the fuel oil has in fact a somewhat higher pyrotechnical efficiency, in practice however, due to the acid dew point, higher flue gas temperatures must be maintained in fuel oil firings than in natural gas firings. The overall efficiency ηov = & Q & ⋅h M f u (3-27) is introduced for the rating of the proportion of the utilized heat to the expended fuel. Using equation (3-18) the following then ensues for the overall efficiency (3-28) ηov = ηf ⋅ ηa This is thus smaller than the pyrotechnical efficiency. 3.3.2 Heat Recovery from Flue Gas In many processes of high-temperature technology the combustion gases leave the kiln with temperatures far above 200 °C. Therefore, Figure 3-11 presents the pyrotechnical efficiency for temperatures up to 1000 °C. It is clear that the efficiencies drop to approximately 40%. Figure 3-12 presents in principle, heat recovery from the heated gas reduces the specific energy consumption, in which the air for the combustion in a recuperator is preheated. If the & or M & respectively, the fuel flow with and without heat recovery is denoted with M f f0 following can be defined as the efficiency of energy saving E =1− & ⋅h M f u . & M f0 ⋅ h u (3-29) Using the fuel consumption according to equation (3-22) the following is obtained from this E = 1− h u − (1 + λ ⋅ L ) ⋅ c pffg ⋅ (ϑffg − ϑe ) h u − (1 + λ ⋅ L ) ⋅ c pfg ⋅ (ϑfg − ϑe ) (3-30) The level of the air preheating and therefore of the temperature reduction of the combustion gas depends on the quality of the recuperator. For its specification, the efficiency & ⋅ c ⋅ (ϑ − ϑ ) M & ⋅ c ⋅ (ϑ − ϑ ) M Lp e ffg fg ηR = & L pL = & G pfg M L ⋅ c pL ⋅ (ϑffg − ϑe ) M L ⋅ c pL ⋅ (ϑffg − ϑe ) (3-31) is defined which is the enthalpy emission of the combustion gas in the recuperator in relation to the inlet enthalpy. Thus the following results from equation (3-30) E = 1− h u − (1 + λ ⋅ L ) ⋅ cpfg ⋅ (ϑffg − ϑe ) λ ⋅ L ⋅ c pL h u − (1 + λ ⋅ L ) ⋅ cpfg ⋅ (ϑffg − ϑe )⋅ 1 − ηR ⋅ ( ) 1 + λ ⋅ L ⋅ c pfg (3-32) and with the pyrotechnical efficiency in accordance with equation (3-26) E = 1− ηf λ ⋅ L ⋅ c pL 1 − (1 − ηf ) ⋅ 1 − ηR (1 + λ ⋅ L ) ⋅ cpfg (3-33) Figure 3-12 represents this efficiency of energy saving. It is obvious from this that particularly in low pyrotechnical efficiencies much energy can be saved by heat recovery. In a pyrotechnical efficiency of 0.5 for example and a recuperator efficiency of likewise only 0.5 a relative energy saving of approximately 35% is produced. The efficiency of energy saving is offset though by the investment costs. These are still relatively inexpensive up to air preheating temperatures of approximately 600 °C, since they then can still be constructed out of steel. If the combustion gas permits a considerably greater preheating of the air, then as a rule regenerators made of ceramic materials are introduced here. It should be noted that air preheating can be problematic with flue gases which contain a high proportion of dust or liquid metal oxides (adherence on the walls) or trace gases which act corrosively. 3.3.3 O2 Enrichment of Air As Figure 3-13 schematically depicts, a further possibility for the reduction of the specific energy consumption exists in the oxygen enrichment of the combustion air. The air from the environment is mixed with pure oxygen so that the combustion air possesses an O2 concentration ~ x O 2 L > 0.21 or x O 2 L > 0.23 . In accordance with equation (2-2) and (2-6) respectively, the air demand and consequently also the flue gas flow sink in this way, as a result of which the flue gas losses are reduced. From equation (3-20) the following is obtained for the fuel demand using equation (2-6) & ⋅h = M f u & Q λ ⋅O ⋅ c ⋅ (ϑfg − ϑe )/h u 1 − 1 + x O L pfg 2 . (3-34) If the relative efficiency of energy saving is defined in turn as E =1− & ⋅h M f u & M f0 ⋅ h u (3-35) & ⋅ h being the fuel demand related to the O2 concentration of the ambient air x M f0 u O 2 Le = 0.23 , then the following ensues from the two equations above λ ⋅ O h u − 1 + ⋅ c ⋅ (ϑfg − ϑe ) x O Le pfg 2 E = 1− λ⋅O ⋅ c ⋅ (ϑfg − ϑe ) h u − 1 + x O L pfg 2 (3-36) Figure 3-14 shows this relative efficiency of energy saving as a function of the O2 enrichment of the air using the example of fuel natural gas. It is obvious that the efficiency of energy saving is all the greater, the higher the flue gas temperature is and the greater the excess air number deviates from one. It is especially apparent from the representation that slight oxygen enrichments are already sufficient to achieve a relatively high fuel saving and that a further enrichment only slightly increases the fuel saving. The fuel costs saved are offset by the oxygen costs. The current costs are thus compared with one another for the economic assessment of the O2 enrichment. In the operation without O2 enrichment the costs result in & ⋅c C0 = M f0 f (3-37) & being the necessary fuel flow and c the price of the fuel. In the case of operation with O2 M f0 f enrichment the costs & ⋅c + M & ⋅c C=M f f O2 O2 (3-38) & being the O2 mass flow introduced and c the price of the oxygen. The are incurred, M O2 O2 investment costs for the installation of the O2 enrichment are comparatively low and can be allowed for the additional oxygen price. The level of the O2 flow depends on the O2 enrichment in accordance with & M λ ⋅ O x O 2 L − x O 2 Le O2 . = ⋅ & x 1 − x M O2L O 2 Le f (3-39) If a cost saving is defined analogously to the fuel saving EC =1− C C0 (3-40) then, using the equations (3-31) to (3-34) and the fuel demand in accordance with equation (330), the following ensues E C = E − (1 − E) ⋅ λ ⋅ O x O 2 L − x O 2 Le c O 2 ⋅ ⋅ . x O2L 1 − x O 2 Le cf (3-41) This equation shows that the cost saving does not depend on the individual prices but on the price ratio. Owing to c O 2 > 0 the cost saving is always smaller than the energy saving. Only in the ideal case c O 2 = 0 are both equally large. Figure 3-15 depicts the relative cost saving as a function of the price ratio with the flue gas temperature as parameter and to be precise using the example of natural gas with maximum O2 enrichment x O 2 L = 1 . The cost saving decreases ( ) linearly with rising price ratio. Below the line E C = 0 the O2 enrichment leads to an increase of the costs. At present the price ratio of oxygen to fuel is approximately in the range 0.2. According to that a cost saving is obtained only in processes with flue gas temperatures approximately above 700 °C. From the equations (3-36) and (3-31) with E C = 0 , the maximum price ratio, up to which an O2 enrichment is still economical, amounts to 1 c O2 c f = max x O 2 Le −1 hu λ⋅O −1− c pfg ⋅ ϑ fg x O 2 Le . (3-42) This price ratio depends therefore only on the flue gas temperature, the fuel and the excess air number; on the other hand it does not depend on the level of the O2 enrichment. Figure 3-16 shows this maximum price ratio as a function of the flue gas temperature with an excess air number of 1.3. As a rule an O2 enrichment is not worthwhile at current prices. A heat recovery from the flue gas will be more economical. An O2 enrichment can however be economical for other reasons, for example if by this means a production increase can be achieved in an existing plant or if additional costs in the flue gas cleaning can be saved in the case of very dirty flue gases such as from waste incineration. 3.4 Domestic Firings Domestic firings are characterized by very low process temperatures, which are specified by the return temperature of the heating water recirculation loop. The pyrotechnical efficiency can be increased and the gross heating value can be used to reduce the energy consumption of private households. 3.4.1 Pyrotechnical Efficiency In Germany once again a higher value for the pyrotechnical efficiency of heating systems is stipulated starting in the year 1998 for energy saving in private households. According to the size of the system the efficiencies must be above 89 to 91%. As a rule in systems the air is sucked in through the injector effect of the escaping fuel. In this way excess air numbers in the magnitude of three result so that in accordance with Figure 3-9 the required efficiency cannot be maintained. Modern systems therefore have a controlled air inlet in order to set the lowest possible excess air numbers, as a rule around 1.2. With an additional slightly reduced exhaust temperature modern (conventional) heating systems achieve a pyrotechnical efficiency of approximately 95%. The condensate problems which might occur here are gone throught the chimneys. 3.4.2 Gross Heating Value Use In view of the low temperature level of the process heat, gross heating value use can save fuel energy in heating engineering. Here a portion of the condensation enthalpy of the water vapor in the flue gas is used. The humidity of the flue gas was already explained with Figure 2-9. Figure 2-10 represents the dew point temperature of the flue gas. According to that in the case of natural gas the flue gas must be cooled under 60 °C and in the case of fuel oil even under 50 °C before the steam condenses. Since natural gas moreover still possesses the higher proportion of water vapor the gross heating value use is worthwhile as a rule only with this fuel. The more the flue gas is cooled, the more condenses as a result. For the assessment of the gross heating value use the condensation rate η con = 1 − x H 2 O (ϑfg ) x H 2 O (ϑdew ) (3-43) is introduced, x H 2 O (ϑdew ) being the flue gas humidity in accordance with Figure 2-9 at the dew point temperature. Using equation (2-14) the following results from this η con = 1 − p H 2 O (ϑfg ) p − p H 2 O (ϑdew ) ⋅ p H 2 O (ϑdew ) p − p H 2 O (ϑfg ) (3-44) using the equilibrium steam pressure of the water vapor p eq according to equation (2-53). Figure 3-17 presents the rate of condensation for natural gas as a function of the flue gas temperature with various excess air numbers. The lower the excess air number is, the more condenses. The energy saving amounts to E = η con ⋅ H0 − h u hu (3-46) H 0 being the gross heating value. In comparison with the other fossil fuels the difference from the heating value is the greatest in the case of natural gas and in accordance with Table 3-1 amounts to 10.5%. At a maximum heating temperature of 40 °C with a return temperature of the heating water of 30 °C, a cooling of the flue gas is possible up to approximately 40 °C. According to Figure 3-17 the gross heating value use then amounts to 60%. In accordance with Figure 3-9, the pyrotechnical efficiency amounts to 99% at this flue gas temperature. The total pyrotechnical efficiency in the gross heating value us can consequently reach values of 105% (in relation to the heating value). Compared with modern heating systems with pyrotechnical efficiencies of up to 94%, an energy saving of 11% is consequently possible. This saving consists therefore of up to 6% from the gross heating value use and of up to 5% reduction of the flue gas losses. The fuel costs saved are in turn offset by higher investment costs, since the gross heating value boilers are technically more complex and larger heating surfaces are necessary in view of the lower heating temperatures. The technology of heating engineering will be dealt with in the relevant chapter. In houses erected until now the heating system is designed for higher flow and return temperatures of the water recirculation loop than 40 or 30 °C respectively. In older systems the flow and return temperatures amount to 70 to 50 °C. When these heating system is replaced with gross heating value heating the condensation heat is consequently lower than 6% specified above, which makes the economic feasibility worse. By comparison the heating system in new buildings is designed for the low water temperatures without considerable additional costs, an underfloor heating being very suitable. In gross heating value heating an installation on the roof presents itself, as a result of which the costs for the chimney are saved. 3.5 Burning of metals Not only fossil fuels but also a multiplicity of further materials can be oxidized and therewith burned. However most of these materials occur not naturally and are relatively expensive. Therefore their oxidation remains limited to special cases. In this section as example the burning of some metals is treated. In the form of dust these can react and burn very well. In fig. 3-21 the mass flows are represented for an adiabatic reaction. As combustion products result a metallic oxide, which is present liquid due to the very high combustion temperature, and a gas, which consists of nitrogen and for excess air of surplus oxygen. To the mass flows applies ( ) & =M & M Ox Met ⋅ 1 + L ⋅ x O 2L (3-52) and & =M & & M G Met ⋅ λ ⋅ L ⋅ x N 2 L + M Met ⋅ (λ − 1) ⋅ L ⋅ x O 2L , (3-53) whereby x N 2 L and x O 2 L are the mass concentrations of nitrogen and oxygen in air. The oxygen and air requirement can be computed with the Eg. (2-3) and (2-5) given in section 2-2. In the table 3-6 these two values for the burning of the four metals chrome, aluminum, magnesium and iron are specified. By comparison with the tables 2-3 and 2-5 it is evident that metals have a very small air requirement. Metal Cr Al Mg Fe Oxide Cr2O3 Al2O3 MgO Fe3O4 O L ∆h ~ M Met kg O2 kg Met kg air kg Met MJ kg Met kg kmol 0.46 0.89 0.67 0.38 2.0 3.9 2.9 1.7 11.0 31.0 25.0 6.7 52 27 24 56 ϑmelt ∆h melt °C kJ kg Oxide kg Oxide ⋅ K 853 1089 1946 595 0.86 1.23 1.34 0.88 2330 2054 2832 1597 ϑad (λ = 1) c kJ °C 3379 4782 4655 2334 Table 3-6: Burning of metals As energy balance is valid & & & & M Met ⋅ ∆h + M L ⋅ c L ⋅ ϑ L = M Ox ⋅ (c Ox ⋅ ϑad + ∆h melt ) + M G ⋅ cpG ⋅ ϑad . (3-54) With the metal reaction enthalpy ∆h is supplied. The enthalpy supplied with air is negligible. With the metallic oxide also melting enthalpy is exhausted. The specific thermal capacity cOx of the metallic oxides is represented in fig. 3-22. The mean specific thermal capacity of the gas is computed with Eq. (3-10). With the Eqs. (3-52) and (3-53) follow for the adiabatic burning temperature ϑad = ( )⋅ c ) ∆h − 1 + L ⋅ x O2L ⋅ ∆h melt (1 + L ⋅ x O2L Ox ( ) + λ − x O2L ⋅ L ⋅ cG . (3-55) This temperature is specified for a stoichiometric reaction in table 3-6 with the associated enthalpy. One recognizes that the burning temperature is not only much more higher than the melting temperature but also very much higher than the combustion temperature of the fossil fuels. The burning temperature is so high despite the low reaction enthalpy relatively low opposite that of the fossil fuels, since the oxygene requirement is so small. Due to their high temperature the metallic oxides shine very brightly. Therefore these are used for fireworks. HO 0 °C Fuel Dry combustion gas 0 °C Reaction Chamber 0 °C Air Liquid water 0 °C Complete Combustion with λ > 1 Fig. 3-1: Determination of Heating Value 20 Propane Stochiometric Air Demand Natural gas H Fuel oil S Gasoline Natural gas L Coke oven gas Carbon 15 Fuel oil EL Benzene Anthracite Alcohol 10 Car tyres Coal Coke Biogas Methanol Landfill gas Plastics Pulverised lignite 5 CO Wood Textilies Papers Blast furnace gas Gum & Leather L = 0,33 • [kg L /MJ] hu 0 0 10 20 30 Heating value hu in MJ/kg Fig. 3-2: Correlation between heating value and air demand 40 50 & Fuel M F Adiabatic Firing Chamber & ,ϑ Air M L L & Q e & Fuel M F Non-adiabatic Firing Chamber Combustion & gas M G Combustion gas & M G Adiabatic temperature ϑad Furnace/Heating & Flue gas M G & Q Temperature ϑG & ,ϑ Air M L L Flue gas temperature ϑfg & Q e & Fuel M F Furnace/Heating & Q & ,ϑ Air M L L & Flue gas M G Temperature ϑfg & Q e Solid Fuel & M Furnace/heating & ,ϑ Air M L L Fig. 3-3: Temperature of Combustion Gas Smoke gas Flue gas Purification Mean specific heat capacity [kJ/(kg K)] 1,30 λ = 1.0 1,25 1,20 Natural gas type L Fuel oil (light) Antracite Anthracite Blast furnace gas 1,15 1,10 λ = 1.2 1,05 1,00 0,95 0 Fig. 3-4: 200 400 600 800 1000 Gas temperature [°C] 1200 1400 1600 Mean specific heat capacity 1,E+00 2300 N2 Molar Concentration H2O 1,E-01 2200 CO2 2150 O2 CO 2100 ϑ OH H2 1,E-02 H 2050 2000 O 1,E-03 1950 Natural gas type L Air: 0.21% O2 Air preheating: 800 °C 1900 1850 1,E-04 1800 0,7 0,8 0,9 1 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 Excess air number Fig. 3-5: Temperature and concentration at combustion of natural gas type L 2 Adiabatic gas temperatur [°C] 2250 Adiabatic gas temperature [°C] 2600 CO2, H2O, H2, CO, N2 2500 Gas components concidered: CO2, H2O, O2, N2 2400 CO2, H2O, O2, N2, CO, H2 2300 CO2, H2O, O2, N2, CO, H2, O, H, OH 2200 2100 2000 Natural gas type L Air: 0,21 Vol% O2 Air preheating: 800 °C 1900 1800 0,6 0,7 0,8 0,9 1 1,1 1,2 1,3 1,4 1,5 1,6 1,7 1,8 1,9 2 Excess air number λ Fig. 3-6: Compairison of adiabat gas temperature with and without dissociation 2200 2100 Gas temperature [°C] 2000 1900 1800 CO 1700 H2 1600 Gas flame coal Fuel oil light Natural gas type L Antracite coal Anthracite coal 1500 1400 Blast furnace gas 1300 Brown coal 1200 1 1,2 1,4 1,6 Excess air number Fig. 3-7: Adiabatic flame temperature with dissociation 1,8 2 2300 ϑair 2200 Temperature [°C] 800 °C 2100 600 °C 2000 400 °C 1900 200 °C 1800 1700 0 °C 1600 0,7 0,8 0,9 1 1,1 1,2 1,3 1,4 Excess air number Influence of air preheating on gas temperature Temperature [°C] 2400 0,3 2300 Adiabatic combustion of natural gas type L, λ = 1.1 0,25 2200 H2O 0,2 ϑ 2100 0,15 2000 0,1 CO2 1900 0,05 O2 1800 0,21 CO H 2 0,26 0,31 Concentration of O2 in air Fig. 3-9: Influence of O2 enrichment 0,36 0 0,41 Concentration Fig. 3-8: 1 Natural gas type L Fuel oil (light) 0,99 Firing efficiency 0,98 0,97 0,96 0,95 0,94 λ=1 λ = 1,2 λ = 1,5 0,93 0,92 λ=2 0,91 0,9 0 20 40 60 80 100 120 140 160 180 200 220 240 Temperature difference between flue gas and combustion air [K] Fig. 3-10: Firing efficiency 1 0,9 Firing efficiency 0,8 0,7 λ=1 0,6 λ = 1,2 0,5 λ = 1,5 Natural gas type L 0,4 λ=2 0,3 0,2 0 200 400 600 800 Temperature difference between flue gas and combustion air [K] Fig. 3-11: Firing efficiency for natural gas type L 1000 . Qe Ambient Air ϑe . Q Fuel Flue gas . ϑfg, MG Firing Flue Gas ϑffG . Preheated Air ϑLp, ML Fig. 3-12: Firing plant with heat recovery from flue gas 1 ηf Relelative energy saving 0,1 0,8 0,2 0,3 0,6 0,4 0,5 0,4 0,6 0,7 0,2 0,8 0,9 0 0 0,2 0,4 0,6 Efficiency of recuperator ηR Fig. 3-13: Relative energy saving by air preheating 0,8 1 Furnace flue gas . Q ϑAO Ambient air ϑL Fuel Heat exchanger Heat exchanger ϑAL Flue gas . Mg,ϑA . Preheated air ϑLV, ML . Preheated fuel ϑBV, MB ϑ ϑAO ϑLV Flue gas ϑAL ϑBV Air Flue gas Fuel ϑL ϑA Flow length Fig. 3-14: Firing plant with heat recovery by air and fuel preheating 1 0,9 ηRL = 0,8 ηRB = 0,8 ηRL = 0,8 ηRB = 0 λ = 1,1 Rel. energy saving E 0,8 0,7 0,6 ηf 0,5 0,4 0,4 0,3 0,2 0,6 0,1 0,8 0 0 1 2 3 Air demand L Fig. 3-15: Relative energy saving by air and fuel preheating 4 5 Fuel . Q Flue Gas Ambient Air xO2Le Oxygen Combustion Air xO L 2 Fig. 3-16: Oxygene enrichment of combustion air Natural gas type L λ = 1.1 λ = 1.3 1,0 0,9 Flue gas temperature Relative fuel saving 0,8 1600°C 0,7 1400°C 0,6 0,5 1200°C 0,4 1000°C 0,3 800°C 600°C 0,2 400°C 0,1 0,0 0,2 0,3 0,4 0,5 0,6 0,7 Oxygen content in enriched air [m Fig. 3-17: Influence of oxygene enrichment 0,8 3 3 O2/m air] 0,9 1 1 Flue gas temperature 1600°C Relative cost savings 0,75 Natural gas type L λ = 1.3 1400°C 0,5 1200°C 1000°C 0,25 800°C 600°C 0 400°C -0,25 0 0,05 0,1 0,15 0,2 0,25 0,3 0,35 0,4 Price relation oxygen / fuel Fig. 3-18: Relative cost savings 0,8 0,7 Excess air number λ = 1.3 Antracite Anthracite Natural gas type L Limit price relation 0,6 0,5 Fuel oil light 0,4 0,3 0,2 0,1 0,0 500 600 700 800 900 1000 1100 1200 Flue gas temperature [°C] Fig. 3-19: Limit price relation 1300 1400 1500 1 Condensation degree ηcon 0,9 0,8 0,7 0,6 Natural gas type L 1.1 1.2 1.3 0,5 0,4 0,3 1.1 1.2 1.3 λ Fuel oil light 0,2 0,1 0 0 5 10 15 20 25 30 35 40 45 50 55 Flue gas temperature [°C] Fig. 3-20: Condensation degree 1,00 0,98 0,96 Efficiency 0,94 0,92 Fuel oil light λ 0,90 0,88 1,5 0,86 0,84 Natural gas type L 1,5 1,2 1,2 1,0 1,0 0,82 0,80 30 50 70 90 110 130 Gas temperature [°C] Fig. 3-21: Efficiency of combustion plants with gross heating value as reference 150 60 M Met , ∆h M Oxid , ϑ Schm , ∆h ad M L , ϑL M g , ϑad Fig. 3-22: Mass flow in metal combustion Spezific heat capacity [kJ/kg K] 2,0 1,8 1,6 MgO 1,4 Al2O3 1,2 Fe3O4 1,0 Cr2O3 0,8 0,6 0 500 1000 1500 2000 2500 Temperature [K] Fig. 3-23: Spezific heat capacity of metal oxids 3000 3500 4000 Fuel ρ kg/m3 iN. 0.090 1.25 0.718 2.01 0.83 0.79 0.51 1.25 – 1.35 0.92 – 0.98 850 950 840 730 812 806 2000 1300 1000 1200 1000 700 Hydrogen Carbon monoxide Methane Propane Natural gas L Natural gas H Cokeoven gas Top gas Biogas Light oil Heavy oil Diesel oil Petrol Methanol Ethanol Graphite Coal Coke Raw lignite Lignite dust Wood (dry) Net heating value MJ/m3 10.8 12.6 35.9 93.2 31.8 37.4 17.5 3.3 – 3.7 18 - 21 16.2 21.6 38,6 28,7 19 - 22 12 - 15 MJ/kg 120 10.1 50.0 46.4 38.3 47.3 34.3 2.4 – 2.8 18 - 23 42.7 41.0 42.7 43.5 19.9 26.8 33.8 29.7 28.7 8.5 19 - 22 17 - 21 Upper heating value MJ/m3 12.8 12.6 39.8 101.2 35.2 41.3 19.7 3.3 – 3.7 20 - 24 - MJ/kg 142 10.1 55.4 50.3 42.4 52.3 38.6 2.5 – 2.8 20 – 25 45.4 43.3 45.4 46.5 22.7 29.7 33.8 31.7 28.9 10.5 18 - 22 Table 3-1: Reference values for heating values of fuels Fuel Natural Gas Light Oil Heavy Oil Coal Coke Lignite Electricity without distribution Electricity with distribution Treatment Demand Energy In MJ/kg In % from heating value 4.6 13 4.7 11 4.1 10 2.1 7 6.0 21 0.3 3 0.33 kWhel/kWhprim 0.315 kWhel/kWhprim Table 3-3: Treatment Demand Energy for Fossil Fuel according to Ffe [1.2] and Mauch [1.1] Gas NO2 O2 CO2 H2O CO H2 cp KJ/(kgK) n - 1.00 0.90 0.84 1.75 1.00 14.20 0.11 0.15 0.30 0.20 0.12 0.05 ~ M kg/kmol 28.0 32.0 44.0 18.0 28.0 2.0 ρi kg/m3 1.234 1.410 1.939 0.793 1.234 0.088 Table 3-4: Specific heat capacity and density at 273 K and 1 bar Heating power in kW 4 – 25 25 –50 > 50 until 1983 up 1983 up 1988 up 1998 15 14 13 14 13 12 12 11 10 11 10 9 Table 3-5: Limit values in % for loss of flue gas for oil and gas heating according to installation year 1 Kilojoule (kJ) 1 Kilocalorie (kcal) 1 Kilowatt hour (kWh) 1 kg coal equivalent (SKE) 1 kg Crude oil equivalent (RÖE) 1 m3 Natural Gas Table 3-2: kJ kcal 4,1868 3 600 29 308 0,2388 860 7000 41 868 31 736 m3 Natural Gas 0,000278 0,000034 0,000024 0,000032 0,001163 0,000143 0,0001 0,00013 0,123 0,086 0,113 8,14 0,7 0,923 kWh kg SKE kg RÖE 10 000 11,63 1,428 - 1,319 7 580 8,816 1,083 0,758 - Conversions for energy units Metal Oxid O L ∆h ~ M Met ϑ Melt ∆h Melt c ϑ ad (λ = 1) kg O2 kg Met kg Air kg Met MJ kg Met kg kmol °C kJ kg Oxid kJ kg Oxid ⋅ K °C Cr Cr2O3 0.46 2.0 11.0 52 2330 853 0.86 3379 Al Al2O3 0.89 3.9 31.0 27 2054 1089 1.23 4782 Mg MgO 0.67 2.9 25.0 24 2832 1946 1.34 4655 Fe Fe3O4 0.38 1.7 6.7 56 1597 595 0.88 2334 Table 3-6: For calculation of metal combustion