Design-Build-Test Project Teams That
advertisement

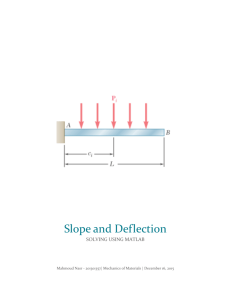
1 (Paper presented at American Society of Engineering Education Illinois/Indiana Sectional Conference, 29 March 2001, Purdue University, W. Lafayette, IN) DESIGN-BUILD-TEST PROJECT TEAMS THAT INCORPORATE ENGINEERING AND TECHNOLOGY STUDENTS Alten F. Grandt, Jr1 and William A. Watkins2 1 School of Aeronautics and Astronautics, 1282 Grissom Hall, Purdue University, W. Lafayette, IN 479071282, 765-494-5141, grandt@ecn.purdue.edu 2 Department of Aviation Technology, Purdue University, W. Lafayette, IN 47905, 765-494-0362, wawatkins@tech.purdue.edu Abstract—This paper reviews the authors’ efforts to provide inter-disciplinary teamwork experiences to students in the Purdue University School of Aeronautics and Astronautics and the Department of Aviation Technology. Senior undergraduates from two separate classes in these engineering and technology departments are matched on cross-class project teams that involve designing, building, and testing simple mechanical components. This designbuild-test experience is provided in the context of an industrial setting where ad hoc multi-disciplinary teams are created to accomplish a specific task. These cross-class projects have been conducted annually since the fall semester of 1995, and are planned to continue in the future. It is felt that these projects provide students with an appreciation for the value of interdisciplinary teamwork by simulating many issues associated with industrial teams. It is suggested that faculty in other disciplines may wish to provide their students with similar cross department teamwork activities. Index Terms—Design-Build-Test, interdisciplinary teams, design education, design projects. INTRODUCTION Modern industrial management systems have found that multi-disciplinary project teams provide synergism that leads to lower costs, improved quality, better delivery performance, and better overall customer satisfaction [1]. In addition to promoting more pride of ownership by the employee, significant improvements in the development process occur when all project disciplines are included during the planning stages. While team projects are common in engineering and technology classes, course prerequisites often lead to homogeneous teams that limit interactions between students with significantly different backgrounds and career goals. Thus, it is difficult for a single class to simulate teams with the broad technical diversity encountered industry. To address this problem, the authors team senior students from an aerospace engineering design class (AAE 454, Design of Aerospace Structures) with students from the Department of Aviation Technology (AT 490D Advanced Aircraft Structures and Repair). Each class has its own separate objectives and prerequisites, but shares responsibility for one cross-class project. The design-build-test (DBT) project is chosen to be beyond the scope of either class, but within the combined skills of the two sets of students. Although the two classes weigh the team projects differently with respect to the final course grade, each team member receives the same project grade. This procedure provides the unusual condition where student grades in one department depend, in part, on the performance of students in another department. Such a situation is not uncommon in industry, however, where individual rewards often depend on the performance of other organizations. Moreover, since students have other assignments and requirements for their home class, they gain a better appreciation for the context of ad hoc crossdisciplinary teams in the workforce. The aerospace engineering (AAE) students have a strong background in strength of materials, failure criteria, aerospace materials, structural design, and stress analysis gained by two prerequisite courses in aerospace structural analysis and design. While some engineering students also have exposure to finite element structural analysis, most have not yet completed a course in this subject. The aviation technology (AT) student prerequisite is a junior level course in advanced aircraft materials and processes. That course introduces the basic principles of statics, strength of materials, controlling material strength, and laboratory experience with advanced techniques for riveted and welded joints and basic machining processes. Typically several AT, and some AAE students, will also have machine shop experience external to the university. DESCRIPTION OF DESIGN-BUILD-TEST PROJECTS The cross-class assignments entail designing, fabricating, and testing a minimum weight and cost structure 2 subject to several specified constraints. The authors form teams and issue a formal RFP by the end of the second or third week of the 16 week semester. The teams are given several weeks to prepare a formal design proposal that satisfies the given RFP requirements. This “design” consists of documented materials selection, stress analyses, preparation of engineering and assembly drawings, and development of production process sheets for all manufacturing activities. The teams are given a budget to purchase materials (typically $100 – $150 provided by industrial sponsors) from a material supplier’s catalog. This procedure defines the available materials and product forms that can be used for the project, and also forces consideration of both price and product availability. Following acceptance of the proposal by the instructors (including revisions), materials are ordered and the teams build the components in the Aviation Technology machine shops. Labor rates are established for machine tools, and each team is required to record actual machine time, leading to another component of production cost. The final products are tested in the School of Aeronautics and Astronautics Fatigue and Fracture Laboratory. When possible, the specimens are loaded to destruction to determine the ultimate load capability and to identify “weak links” in the structure. The destructive test provides the opportunity to analyze the failure mode, and determines if the component was “over” or “under” designed. The teams then prepare a final report and presentation that assesses their design’s strengths and weaknesses, identifies components that needed additional strengthening, and discusses potential areas for weight savings. The Fall 2000 project is summarized schematically in Figure 1a. The goal here was to design a cantilever beam that would be bolted to the test machine at one end and to a lever at the other end through specified bolt-hole patterns. A 1000 lb force was to be applied to the lever without causing permanent deformation in the beam or allowing the free end of the lever to deflect more than 2 inches. The member was then to be unloaded, checked for permanent deformation, and reloaded to failure, where it must withstand 1500 lbs without total collapse. The beam was to be a specified length and to have a cross section that fit within a 6 x 8 inch triangular envelope. It was also to contain a watertight compartment with access panels that could be opened and closed within 10 minutes to store a “black box” of specified dimensions. Students were also judged on their ability to minimize component weight and costs (both purchased materials and manufacturing labor), and on the quality of manufacture. A photograph of the 2000 class DBT projects is given in Figure 1b. Although these members may appear similar at first sight, they are actually quite different in construction details and performance, attesting to the different design approaches followed by individual teams. The beam weights, for example, varied between 5 lbs-4 oz and 6 lb-13 oz, while the failure loads ranged between 280 lbs and 1710 lbs. Purchase price for component materials ran from $108.64 to $153.50, while the manufacturing costs (measured in machine tool time) varied between 20 and 59 hours. Although only one of the five teams satisfied all of the specified design constraints, two others came very close to meeting all RFP requirements. Other DBT projects employed in previous years are summarized in Table 1. They also typically require the components to withstand a 1000 lb force without exceeding some specified elastic deflection, and then to resist a final 1500 lb force without complete collapse. The 1995 project simulated a landing gear actuating structure, while the 1996 class considered a thin-walled stringer reinforced beam subjected to three-point bending and/or torsion. The adjustable mechanism of the 1995 project was to fit within a given storage box and was to accurately position one point when two other points were moved a fixed distance. The 1996 project involved a beam that was to fit within a given enclosure and to provide internal access for a “black box” of specified dimensions. The 1997-1999 DBT projects are versions of the 2000 cantilever beam project described previously. These beams typically involved two or three “bends” between the fixed and free ends, leading to several joints between the various segments of the beam. Geometric requirements specified an envelope for the maximum component dimensions, located the mounting and loading points, and required that the beams be disassembled into smaller components for storage. This disassembly had to be accomplished with “standard shop tools” within ten minutes. DISCUSSION OF RESULTS As discussed previously in connection with the 2000 DBT project, the student teams exhibit a wide variation in performance. Typically some will produce structures that fail to meet the RFP’s loading or geometric requirements, and others will construct “heavy” components that are significantly over-built. Usually, however, at least one team will manufacture a light-weight structure that satisfies the RFP requirements. Some groups demonstrate strong interactions between the engineers and technologists, while other teams appear to operate in the “throw it over the wall mode” with the engineers and technologists performing individual tasks more or less independently. The latter approach often results in finger pointing when a deadline was missed or something 3 went wrong. It is felt, however, that these “failures in communication” do provide a valuable learning experience. There are a number of other student team issues that simulate real world industrial experience. It is not always possible, for example, to have the same team size and mix of engineers and technologists. In addition, the frequent need to modify the teams to accommodate students who add or drop the course during the first weeks of the semester gives experience with the impact of company mergers or lay-offs. These changing resources are a fact of life that the students will encounter in industry. teamwork (and problems associated with team breakdown). The authors plan to continue similar cross-class laboratory projects in the future, and offer these suggestions to others who are interested in pursuing similar projects. 1. 2. Another serendipitous consequence of the disparity in team composition arose in 1997 when an industrial sponsor provided a $300 prize for the best DBT team. It was necessary to have technology students serve on more than one team to achieve the desired mix of engineering and technology expertise that semester, leading to an apparently unfair financial advantage for the technology students. It was pointed out to the students, however, than this situation frequently arises in industry when a particular company may join two or more competing teams to bid on a RFP. The potential inequities of that situation require formal industrial teaming agreements to deal with issues of proprietary information. Thus, it was decided to have the student teams prepare written teaming agreements that dealt with the responsibilities and restrictions imposed on students who were members of more than one DBT team. This exercise turned out to be an excellent educational experience, and the requirement to prepare teaming agreements amongst individual students has been repeated in subsequent years. 3. 4. 5. It is essential that project complexity matches the technical and manufacturing capabilities of the participants, available facilities, and semester length. In order to provide time for students to interact, and experience the “give and take” of a team activity, they should be able to begin work on the project immediately. Thus, introduction of new concepts needed to complete the project should be kept to a minimum. Frequent milestones, and other structured activities that require team interactions early in the semester should be encouraged to help the groups get to know each other and to learn to work together. Discussion of group dynamics and team building concepts should be provided early in the semester. Since industry recognizes that development of team working skills often requires facilitation, facilitators may also be helpful for student teams to learn to work together effectively. It may also be of interest to pair beginning students with the upperclassmen in a given department to provide mentoring aspects to the program. ACKNOWLEDGEMENT SUMMARY AND CONCLUSIONS The cross-disciplinary projects DBT have proven to be quite effective in providing both student groups exposure to different aspects of structural design and manufacturing. The AAE students, educated in stress analysis and design, gain experience with manufacturing methods and how they impact design. The AT students, well versed in manufacturing and process drawings, learn about structural design and analysis. All students gain experience with structural testing to demonstrate product performance, failure analysis, and with a “cradle to grave” project that sees paper designs fabricated and tested. Most importantly, all students gain a better appreciation for cross-disciplinary The DBT projects described here have been supported by grants from the Indiana Space Grant Consortium, Boeing North America, and by Allied Signal. REFERENCE [1] Groover, M. P., Fundamentals of Modern Manufacturing: Materials, Processes, and Systems, Prentice-Hall, 1996, p. 977. 4 Figure 1.a. Schematic description of 2000 design-build-test project design requirements Fall 2000 AAE 454/AT 490 DBT Project Goal: design/build/test cantilever beam AB Constraints: y “free” end “fixed” end – Bolt fixed end (A) to test machine – Load through lever bolted to free end (B) – Point C deflect < 2 inch when 1000 lb force P applied at C – Withstand 1500 lb force P without collapse – Cross section fit within 6” x 8” triangular envelope – “Black box” to be contained within beam • “Protected from the elements” • Install black box/seal access panels within 10 minutes – Minimize weight and costs – AAE/AT student team project Schedule – – – – 1 September RFP issued Week 2 October: preliminary design review Week 13 November: projects due/tested Week 11 December: final presentations x B A Loading fixture z “beam” member C P Outer envelope for beam cross section y “Black box” 6 in. z 8 in 4 holes @ 0.50 in. dia Bolt hole pattern at ends A and B Points A or B 2.00 in. Figure 1. b Photograph of resulting components 2.00 in. 5 Table 1 Summary of AAE 454/AT 490 Design-Build-Test Projects Year Number of teams Description 1995 6 Mechanical linkage 1996 3 1997 4 Thin-walled beam loaded in 3-point bending or torsion L-shaped cantilever beam loaded in bending and torsion 1998 5 1999 4 2000 5 Z-shaped cantilever beam loaded in bending and torsion Three segment (3-D) cantilever beam loaded in bending and torsion Cantilever beam loaded in bending and torsion Constraints Comments Failure criteria Geometric Other Elastic deflection, yield, buckle, fatigue Elastic deflection, yield, buckle, fatigue Elastic deflection, yield, buckle Move point to specific location, fit in box for storage Maximum outer envelope dimensions specified Outer envelope and attachment holes specified Minimum weight, cost Elastic deflection, yield, buckle Outer envelope and attachment holes specified Minimum weight, cost, disassemble in specified time limit Elastic deflection, yield, buckle Outer envelope and attachment holes specified Minimum weight, cost, disassemble in specified time limit Elastic deflection, yield, buckle Outer envelope and attachment holes specified Minimum weight, cost, contain internal storage AT students on multiple teams Minimum weight, cost, provide internal storage Minimum weight, cost, disassemble for storage in specified time limit AT students on 2 teams. Teaming agreement for prize money AT students on 2 teams