BRIEFS FROM THE
advertisement

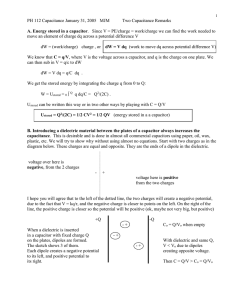
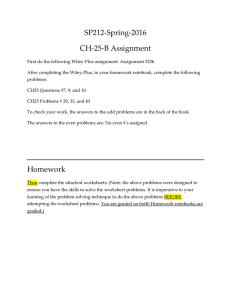
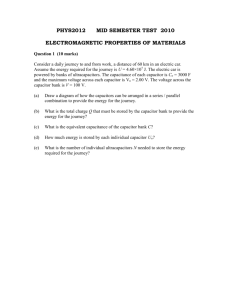
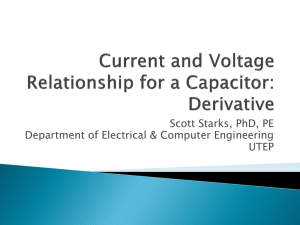
BRIEFS Date FROM THE McGRAW-EDISON POWER CAPACITOR PLANT GREENWOOD, SOUTH CAROLINA August 1989 Issue 16 Evaluation Of Changes In Dielectric Stress Levels Introduction Changes i n c a p a c i t o r design s t r e s s l e v e l s have t r a d i t i o n a l l y been a cause f o r concern among e v a l u a t i n g and s t a n d a r d s e n g i n e e r s . The p e r c e p t i o n t h a t higher stress l e v e l s t r a n s l a t e i n t o lower o v e r v o l t a g e p e r f o r m a n c e c a p a b i l i t i e s i s o n l y t r u e i f a manufacturer i n c r e a s e s d e s i g n stress w i t h o u t a matching i n c r e a s e i n product s t r e n g t h . This i s s u e of t h e Kilovar B r i e f s d i s c u s s e s what stress is, and how t o e v a l u a t e design changes i n stress l e v e l s . Maintenance o f a manufacturer's h i s t o r i c a l s a f e t y margins t h e d i f f e r e n c e between s t r e s s and s t r e n g t h is t h e key i s s u e . - Stress - - A Definition A c a p a c i t o r , reduced t o i t s b a s i c form, c o n s i s t s of p a r a l l e l aluminum f o i l p l a t e s s e p a r a t e d by a d i e l e c t r i c material. I n modern power c a p a c i t o r s , t h i s d i e l e c t r i c If c o n s i s t s t y p i c a l l y of two s h e e t s o f polypropylene f i l m . See Figure 1A. manufacturing p r o c e s s e s and raw m a t e r i a l s were p e r f e c t i n n a t u r e , t h e s e would be t h e sole components o f t h e d i e l e c t r i c system. However, t h e n a t u r e of real world p r o c e s s e s and m a t e r i a l s r e s u l t i n a d i e l e c t r i c system t h a t appears more l i k e t h a t shown i n F i g u r e 1B. Figure 1A I d e a l D i e l e c t r i c System Cross-Secti on Figure 1B Real i s t i c D i e l e c t r i c System Cross-Secti on The r e s u l t i n g s p a c e s , o r voids, which e x i s t between t h e l a y e r s o f f i l m and f o i l have a much lower e l e c t r i c a l s t r e n g t h t h a n t h a t o f t h e f i l m , and w i l l l i k e l y breakdown e l e c t r i c a l l y upon e n e r g i z a t i o n of t h e c a p a c i t o r . This w i l l c a u s e t h e c a p a c i t o r t o f a i l r a p i d l y . To a c h i e v e a s u c c e s s f u l c a p a c i t o r design, a d i e l e c t r i c f l u i d i s introduced t o t h e c a p a c i t o r . F l u i d has a h i g h e r d i e l e c t r i c s t r e n g t h t h a n a i r , b u t s u b s t a n t i a l l y lower t h a n t h a t of t h e f i l m . The purpose of t h i s f l u i d is t o occupy t h e s e v o i d s , preventing an e l e c t r i c a l f a i l u r e of t h e u n i t . COOPER POWER SYSTEMS Post Office Box 1224. Greenwood. SC 29648 Dielectric S t r e s s is defined as t h e v o l t a g e a c r o s s t h e two f o i l - p l a t e s divided by t h e d i e l e c t r i c ' s t h i c k n e s s . At this p o i n t , two d i f f e r e n t methods o f c a l c u l a t i n g stress must be evaluated. The f i r s t , r e p r e s e n t e d by Equation 1, includes o n l y t h e f i l m t h i c k n e s s . For t h e p a s t 25 years, t h i s h a s been t h e o n l y way f i l m stress h a s been computed. More r e c e n t l y a second method, r e p r e s e n t e d by Equation 2, which i n c l u d e s b o t h t h e f i l m and t h e f l u i d i n t h e c a l c u l a t i o n has become popular. Voltage Between F o i l s Thickness of Film S h e e t s E2= Voltage Between F o i l s Thickness of Film S h e e t s + Uniform F l u i d Layer Thickness Equation 1 Equation 2 For b o t h Equations 1 and 2, t h e v o l t a g e i s commonly measured i n v o l t s , and t h e m a t e r i a l t h i c k n e s s i n m i l s (thousands of an i n c h ) , g i v i n g t h e f a m i l i a r v o l t s / m i l u n i t s of stress. The Confusion of Including F l u i d Layers A s can b e seen i n Figure lB, t h e s i z e of t h e spaces t o be occupied by t h e d i e l e c t r i c f l u i d are not c o n s t a n t . A t some p o i n t s , t h e r e is a r e l a t i v e l y t h i c k f l u i d l a y e r and a t o t h e r l o c a t i o n s , t h e f i l m and f o i l s a l l come i n d i r e c t c o n t a c t with each o t h e r leaving a n e g l i g i b l e f l u i d l a y e r . From t h i s , one can make two o b s e r v a t i o n s: 1. The v o l t a g e s t r e s s c a l c u l a t e d by E is dependent e n t i r e l y upon what 2 v a l u e i s assumed f o r t h e f l u i d - l a y e r . 2. Where t h e f i l m and f o i l do come i n c o n t a c t with each o t h e r , t h e true f i l m stress i s r e p r e s e n t e d by E (which i s a c t u a l l y a s p e c i a l 1 case of E ). 2 Even i f more s o p h i s t i c a t e d c a l c u l a t i o n s a r e performed, which c a l c u l a t e s e p a r a t e f i l m and f l u i d stresses based upon t h e r e l a t i v e d i e l e c t r i c c o n s t a n t s of t h e two materials, t h e f a c t remains t h a t t h e r e s u l t i n g numbers are f u l l y dependant upon a n assumed uniform f l u i d l a y e r t h i c k n e s s ; which b o t h common sense and r e a l i t y prove does n o t e x i s t . To a v o i d any confusion, stress must b e c a l c u l a t e d as p e r Equation 1. This is t h e h i s t o r i c a l l y accepted method o f stress c a l c u l a t i o n used by both manufacturers and u s e r s . The consequence of u t i l i z i n g a f l u i d l a y e r i n o n e ' s c a l c u l a t i o n s i s t o lower t h e r e p o r t e d true f i l m stress which makes t h e a c c u r a t e comparison of d e s i g n s impossible. Design Evaluation T e s t s A l l manufacturers conduct a b a t t e r y of tests, t h e purpose of which i s t o determine whether o r n o t a p a r t i c u l a r d e s i g n w i l l perform p r o p e r l y under realistic o p e r a t i n g c o n d i t i o n s . These tests i n c l u d e t h o s e c a l l e d f o r by i n d u s t r y s t a n d a r d s , as w e l l as t h o s e s p e c i f i c tests performed by i n d i v i d u a l manufacturers t h a t t h e y f e e l are necessary t o prove t h e i r design. The i n t e n t o f t h e s e t e s t s is t o e v a l u a t e whether a c a p a c i t o r h a s s u f f i c i e n t s a f e t y margins i n i t s design t o allow r e l i a b l e long term performance. Page 2 Figure 2 i l l u s t r a t e s t h e relationship of DIV1 and d i e l e c t r i c system thickness. The dashed l i n e indicates the nominal voltage rating of the capacitor (normalized t o volts per mil). Figure 2 DIV Design Curve With Design S a f e t y M a r g i n I d e n t i f i e d : I -Thin Thick Dielectric System Thickness The safety factor i n a capacitor design i s denoted by the distance between the rated s t r e s s dashed l i n e (calculated by E l ) and the location on the D I V curve corresponding t o the design's d i e l e c t r i c thickness. Increasing Stress - The Manufacturers Challenge I f only the s t r e s s (by Equation 1) i s increased i n a capacitor design, the dashed l i n e moves up. Unless a manufacturer changes the design i n such a way as t o maintain the safety margin, a l l t h a t has been accomplished i s a reduction i n t h a t margin. This type of approach i s a risky undertaking t h a t may lead t o poor product performance. The Cooper Power Systems Approach I n 1985, McGraw-Edison (CPS) began the manufacture of the type EX capacitor. This design, u t i l i z i n g an extended f o i l mechanical crimp construction, was a major investment i n the future of capacitor technology. Prior t o t h i s , McGraw-Edison capacitors u t i l i z e d tab s t y l e construction. However, the mechanical and e l e c t r i c a l discontinuities inherent i n a tab s t y l e design r e s t r i c t e d the a b i l i t y t o move into advanced high performance d i e l e c t r i c systems. The extended f o i l mechanically crimped internal construction allowed the stacking factor t o be increased with no corresponding s t r e s s increase. A s a r e s u l t , there were substantial improvements i n D I V (strength) along with reduction i n losses. introduced i n 1987, represented a 7% increase i n The EX-7 capacitor, McGraw-Edison's design s t r e s s . To achieve t h i s s t r e s s increase, the following changes were made i n our design. 1. 2. 3. 4. 5. A new d i e l e c t r i c f l u i d , Edisol XT, was developed. A new type of surface altered polypropylene film was developed which permitted greater control of the stacking factor. The stacking factor of the d i e l e c t r i c system was raised t o 89%. Almost $1 million was spent on new impregnation equipment which provides for improved process control. 2 The d i e l e c t r i c system thickness was reduced . 1 D i s c h a r g e Inception Voltage - the voltage of which a capacitor goes i n t o corona internally. 2 For a more complete discussion of dielectric system thickness, see Kilovar Brief Issue #7, dated June 1986. Page 3 The effects these changes had on the DIV curve are shown in Figure 3. Elevated D I V Curve Due to Edisol XT and Higher Stacking Factor Figure 3 EX-7 Capacitor and Increased Stress Maintained (EX) I I I E X - 7 EX Thin Thick Dielectric System Thickness To obtain outstanding field performance, it is essential to maintain historical safety margins. Maintaining these safety margins while increasing dielectric stress levels requires pushing the technology forward with design innovation. Tighter QA procedures and improved housekeeping, though part of any efficient manufacturing process, are not substitutes for the design innovations required when an increase in a capacitor's stress level is being considered. Conclusions In evaluating the dielectric voltage stress levels in modern all film capacitors, the following factors must be made part of the evaluation. 1. Design stress should always be calculated as: Stress = Voltaqe Between Foils Thickness of Dielectric Film Sheets 2. Increases in a capacitor's stress level must be matched with corresponding increases in the capacitor's DIV in order to maintain historical safety margins. It is essential that the user becomes familiar with the design innovation applied in the product. 3. Design innovations to the dielectric system (film, foil and fluid) are required to increase DIV and therefore to maintain the design's historical safety margin. These innovations are only possible through a long term, consistent R & D program. 4. A manufacturer must test any new product to a set of design rules which the manufacturer feels is required to prove the product's performance under real life operation conditions. These tests are what a manufacturer uses to evaluate designs and as such, must not change. Doing so indicates a change in the manufacturer's safety margin philosophy. Page 4