0 MECIIANICAL IDIADIPIERTIIES OF ALUMINUM MULTIWAVIE CORES \?)R
advertisement
R")
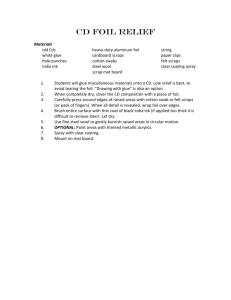
MECIIANICAL IDIADIPIERTIIES OF ALUMINUM MULTIWAVIE CORES \?)R 0 .„\ APR 26 1957 05G r' No. 1855 INTL September 1956 This Report is One of a Series Issued in Cooperation with the ANC-23 PANEL ON SANDWICH CONSTRUCTION of the Departments of the AIR FORCE, NAVY, AND COMMERCE 111111Millliimmil 11111111r FOREST PRODUCTS LABORATORY MADISON 5, WISCONSIN UNITED STATES DFPARTMENT OF AGRICULTURE FOREST SERVICE In Cooperation with the University of Wisconsin MECHANICAL PROPERTIES OF ALUMINUM MULTIWAVE CORES 1— By E. W. KUENZI, Engineer and V. C. SETTERHOLM, Technologist Forest Products Laboratory,? Forest Service U. S. Department of Agriculture Abstract This report presents the results of tests of commercially produced aluminum Multiwave cores (Type I) for use in structural sandwich construction. Detailed descriptions of core materials and testing procedures are given. Analyses of experimental data include methods for predicting compressive strengths from basic material properties. Test results show that Type I Multiwave cores, which are more easily formed to curvature than cores of honeycomb configuration, had strength and rigidity values comparable to those of cores of true honeycomb configuration of the same density and foil alloy. Design values of core properties are presented both in tabular form and as stress -strain curves. -This report is one of a series (ANC-23, Item 51-3) prepared and distributed by the Forest Products Laboratory under U. S. Navy Bureau of Aeronautics Order No. NAer 01684 and U. S. Air Force No. 33(616)56-9. Results here reported are preliminary and may be re vised as additional data become available. 2 Maintained at Madison, Wis. , in cooperation with the University of Wisconsin. Report No. 1855 -1- Agriculture -Madison Introduction Sandwich constructions, comprising thin, strong facings bonded to each side of a thick, lightweight core, can be used to produce stiff, lightweight structural panels that are particularly adaptable to aircraft applications in which it is desirable to maintain air-foil sections under load. To meet the needs of designers, this study was undertaken to determine the mechanical properties of commercially available aluminum Multiwave cores for structural sandwich construction. Cores Aluminum Multiwave cores were obtained from the Narmco Metlbond Co., the sole manufacturer of this type of core. Multiwave cores, which are similar to honeycomb cores, are composed of straight and corrugated strips of crinkled aluminum laid up alternately. The Type I cores that were evaluated had straight strips of the same width as the corrugated strips (fig. 1). This type of core, because of its construction, can be formed to curvature quite easily compared to cores of true honeycomb configuration. Formability of the Multiwave core is easy because the core cell ends of the corrugated strip easily bend the straight strip; hence, the effective Poisson' s ratio of the core is nearly zero, and essentially no anticlastic curvature results.2 Because bending a core of true honeycomb configuration produces considerable anticlastic curvature, such a core is difficult to form. The corrugated and straight strips of the crinkled aluminum were bonded together by an adhesive coating applied to both sides of the straight strip. The adhesive used was a high-temperature-setting adhesive formulation of an elastomer and modified phenol resin. The foil for the core was pierced with fine holes so that solvent could escape during bonding of the sandwich. Three lots of core were received: 1 lot of BE 1S-H19, 1 lot of 3S-H19, and 1 lot of 52S-H38 aluminum. Each lot consisted of 12 blocks of core -The Type I core evaluated in this study is not to be confused with the manufacturer' s Type II core. The Type II core is made so that the width of either the corrugated strip or the straight strip is less than the core thickness. This results in a core that is even more formable than the Type I core. Report No. 1855 -2- 1/2 by 12 by 24 inches in size. Specimens were obtained in 1/2-inch thicknesses so that the ends of the shear specimens would be typical of the ends of the cores produced by the manufacturer. All core was made of foil nominally 0.002 inch thick. The average amplitude (fig. 2, a') of the corrugations forming the cells was 1/8 inch, and the average wave length (fig. 2, b') was 1/2 inch. The small corrugations or crinkling in the strips had an average amplitude (fig. 2, a) of 0.0054 inch and an average wave length (fig. 2, b) of 0.067 inch. Core blocks and slices were trimmed and then measured and weighed to obtain the density in pounds per cubic foot (table 1, col. 2). The thickness of each foil in each sample was measured to the nearest 0.0001 inch, and the average values were recorded in column 3 of table 1. The foil thickness was measured with a dial gage that was accurate to 0.0001 inch and was equipped with a pointed spindle/rounded to approximately 1/32inch radius. This spindle was opposed by a stationary 1/ 16-inchdiameter steel ball. The apparatus was arranged so that foil making contact between the stationary ball and the spindle would complete an electric circuit causing a lamp to glow. This was done so that no adhesive thickness would be included in measurements of the foil thickness. If the lamp did not indicate contact on the first measurement, the foil was not scraped, but a spot containing no adhesive was sought. Samples of core from each lot were analyzed to determine approximate adhesive content.± The core samples were accurately weighed, and the aluminum then was dissolved in an aqueous solution of hydrochloric acid. The adhesive remaining as residue was filtered from the solution, washed, dried, and weighed. It was found that the cores contained about 19 percent adhesive, based on the total right of the core. Previous work on aluminum honeycomb cores (4)— showed that the adhesive was not soluble in the acid. A quantitative determination of aluminum dissolved by the acid solution verified this for the honeycomb core. Core Tests Core tests were made to determine compressive and shear properties needed for proper structural design of sandwich construction for aircraft. It was thought that tensile strength in a direction normal to the ±This chemical analysis was carried out by Mr. H. W. Eickner of the U. S. Forest Products Laboratory. -Underlined numbers in parentheses refer to Literature Cited at the end of this report. Report No. 1855 -3- facings of the completed sandwich could be estimated closely enough from strength of the foil. Moreover, the sandwich tensile strength in case of bond failure is dependent on facing-to-core bonds, which were not investigated in this study. Compression Tests of Cores Tests were made on specimens compressed in a direction parallel to the core flutes (fig. 1, T direction). The compression tests in the T direction were made to determine the compressive strength and the approximate proportional limit stress. Proportional limit and maximum stress data are needed for designing sandwich panels that will be used under loads normal to the facings (3)5 and for determining the pressures allowable for bonding the facings to the core. Three compression test specimens 2 by L inches in cross section and 1/2 inch thick were cut from each slice of core. The ends of all compression specimens were dipped in resin. This was done to simulate the way the ends of the cores would be coated with adhesive in a sandwich and to prevent local end crippling of the foil at low loads. In this case, the end coating was simply a thin coating on the foil as compared to earlier tests in which the core ends were cast in plaster or resin to depths of about 3/4 inch. The resin used was a furane resin formulation containing about half the recommended amount of catalyst. The resin was poured in a flat shallow pan to a depth not greater than 1/8 inch. One end of a compression specimen was dipped in the resin and then placed on a paper towel to drain. After a minute or two, most of the resin had drained onto the towel, and the specimen was removed from the towel and placed upright on a flat steel plate covered with cellophane. A small weight was placed on the specimen, and the assembly was placed in an oven at 150° F. for 15 or 20 minutes to cure the resin. Curing could also be accomplished after several hours at room temperature. The same procedure was used to treat the opposite end of the specimen. The result was that each foil end was reinforced with a thin fillet of resin, but the cell openings remained open. This reinforcement prevented localized end failures on all the types of aluminum core tested. The compression specimens were placed on a flat, machined-steel block in a hydraulic testing machine. The load was applied at the top end through a spherical loading head of the suspended, self-alining type. Deformations of the specimens were determined autographically by head movement of the test machine. The movable head of the testing Report No. 1855 -4- machine was driven at a constant rate of 0.003 inch per inch of specimen length per minute until failure occurred. The compression data are given in columns 4 and 5 of table 1. Individual test values, minimum, maximum, average values, and standard deviation values are given for proportional limit stress and compressive strength. Analysis of Compression Test Data By considering the geometry of the core (fig. 2) and by assuming that both the large and small corrugations in the foil follow a sine wave pattern, the ratio of foil area to core area can be calculated. This relationship can be expressed as: (Derivation given in Appendix) A F = K (1 + K') — A c where A F = foil area A = core area c t = foil thickness = cell size, distance between straight pieces of crinkled foil K, = theoretical ratio between length of one arch of sine curve and half its wave length. K' applies to large corrugations, K to small corrugations. (See Appendix) The core density, less the adhesive, can be computed from the formula W = K (1 + K') p where p equals the density of the foil. From the average measurements of core corrugations (fig. 2, a, a', b, and b') and the formulas of the Appendix, it was found that K = 1. 062 and K' = 1.460. For a foil density of 171 pounds per cubic foot, the core density was given by W = 446 t- Report No. 1855 -5- Densities of the cores were computed and were found to be within 5 percent of actual densities when actual measured foil thicknesses were used in the computations. No attempt was made to experimentally determine the modulus of elasticity of the specimens. The cores were so weak laterally that it was impossible to equip them with strain gages.' The autographic record obtained with the testing machine included deformation of the loading platens, settlement of the specimen, and possible nonparallel motion of the head of the testing machine. Therefore, the autographic record information could hardly be interpreted as strain data. The record was obtained so that approximate values of proportional limit stresses could be determined. The inaccuracies involved have been discussed more completely in a report on aluminum honeycomb cores (4). The modulus of elasticity is needed for design to determine loads at which the sandwich facing will wrinkle (11). From previous work (4), it was found that the modulus of elasticity could be approximated by multiplying the ratio of foil area to core area by the modulus of elasticity of the foil. For these aluminum foil cores (E = 10, 000, 000 pounds per square inch), the core modulus of elasticity could be determined approximately by the formula ET = 26, 000, 000 T " -g The autographic record obtained from the testing machine was used to determine proportional limit stresses (table 1, col. 4). By using the formula for ratio of foil area to core area, it was found that the core proportional limit occurred at an average foil stress of 18, 000 pounds per square inch for 3S-H19 and 52S-H38 foil and 7, 600 pounds per square inch for BE 1S-H19 foil. Therefore, the proportional limit stress for the core can be predicted by the formula f T = 2. 61 f t "13" where f t is the foil stress for the appropriate foil alloy. Compressive strengths of the cores are given in column 5 of table 1. Analysis of the data showed that the stresses for the 3S-H19 and 52S-H38 foils were 21, 000 pounds per square inch at core failure, and the stresses were 10, 700 pounds per square inch for BE 1S-H19 foil. Report No. 1855 -6- Predictions of core strength could be made by the formula F T = 2.61 F t F where F is the maximum foil stress for the appropriate alloy. t Tests of true honeycomb core of 3S-H19 foil (4) showed that proportional limit of the cores was reached at a foil stress of 12, 200 pounds per square inch and failure at a foil stress of 20, 200 pounds per square inch. The Multiwave core of the same alloy had a proportional limit foil stress of 18, 000 pounds per square inch and a maximum stress of 21,000 pounds per square inch. The figure of 18, 000 pounds per square inch is probably high because actual specimen deformations were not measured. The maximum stresses show that core failure occurred at nearly the same foil stress for true honeycomb as for Multiwave core. Therefore, since the true honeycomb foil was not crinkled, it appears that crinkling does not materially increase the load-carrying capacity of the foil any more than forming the honeycomb to larger hexagons does. Crinkling does, however, allow more material to be placed ifi a given cell size. This does not mean that an uncrinkled sine-wave core would behave as well as the crinkled. It should be remembered, too, that the true hexagonal core has double-foil areas, which are not present to the same extent in the Multiwave core. It is interesting to compare the compressive strength of the Type I Multiwave core with that of true honeycomb core of comparable density and of the same foil alloy (3S-H19). It was found that corrugated honeycomb cores with a density of 4.50 pounds per cubic foot had an average compressive strength of 393 pounds per square inch and that expanded honeycomb cores with a density of 4.41 pounds per cubic foot had an average compressive strength of 436 pounds per square inch (4). The Type I core of aluminum Multiwave and the same foil 'alloy (3S-H19) had a density of 4.61 pounds per cubic foot and an average compressive strength of 436 pounds per square inch. This compressive strength is just about midway between those of the corrugated and expanded honeycomb cores of the same density as the Multiwave core. Shear Tests of Cores Tests were made on specimens positioned so that shearing distortion occurred in the TL or TW planes (fig. 1). The core properties needed Report No. 1855 -7- for design are the shear modulus, which enters in parameters describing buckling (1, 6, 7, 8, 9, 13) and deflection (5, 7, 10, 12) of sandwich, and the shear stresses needed for designing sandwich to carry transverse loads, particularly as applied to fittings (2, 15). Shear tests were made on core specimens 1/2 inch thick, 2 inches wide, and 6 inches long. One specimen for determining shear parallel (TL) and 1 specimen for determining shear perpendicular (TW) to core ribbons was cut from each core block. The specimens were bonded between 2 steel plates 1/2 inch thick by using heavy amounts of epoxideresin adhesive set under 15 pounds per square inch pressure in a hot press at 200° F. for 2 hours. Opposite ends of the steel plates were fastened to links hung in a testing machine, and a tensile load was applied to place shear load on the core in the 6-inch direction. The test specimen and apparatus are shown in figure 3. The steel plates and loading pieces were arranged so that the tensile force was applied along a diagonal of the specimen. This arrangement, combined with the load applied through links and pins, produced fairly uniform shear on the test specimen as evidenced by appearance of failures throughout the entire length of the specimen. Deformations were measured by means of a dial gage that-was accurate to 0.0001 inch. The gage was mounted to measure the slip between the loading plates as the load was increased. Shear strain in the core was then determined by dividing the dial reading by the actual core thickness. Thus, the dial readings included possible slip at the adhesive joint. The slip was believed to be small, however, because the core was pressed through the uncured adhesive film until it contacted the steel plates. Therefore, most of the bonding was accomplished through the fillets formed by the adhesive surrounding the core-foil ends, and these adhesive fillets were quite rigid and showed no signs of permanent deformations even after failure of the strongest cores. During the test, the movable head of the testing machine was driven at a constant rate of 0. 010 inch per minute until failure occurred. Deformation readings were taken at equal load increments until failure. The beginning of failure, as signified by hesitation and final dropping of the load, was observed carefully for possible tearing in the bond between the specimen and the loading plates. All the data reported here represent core failures. Load-deformation curves were used to compute the proportional limit stress, shear strength, and modulus of rigidity (table 1, cols. 6 through 11). Report No. 1855 -8- Analysis of Shear Test Data Although the shear properties of the core might be computed by considering the geometry of the cells, as was done for compression in the T direction, this was not attempted because of the difficulty in defining the shear area in a corrugated foil. Previous work on aluminum honeycomb cores (4) presented a relationship between shear strengths in the TL and TW planes for expanded and corrugated aluminum honeycomb cores. This relationship (FTW = 0. 54 F TL ) was plotted as a straight line through a graph of shear strength in TW and TL planes for the Multiwave cores (fig. 4). Thus, it ) holds as well for alu= 0. 54 F is shown that this relationship (F TL TW minum Multiwave cores as for aluminum honeycomb cores. A comparison between compression strength in the T direction and shear strength in the TL plane is presented in figure 5. This relationship is expressed as F = 0. 64 F . This also shows fairly close agreement T TL with the value for aluminum honeycomb core, which was F TL = 0 . 594 F T (4). The data plotted in figures 4 and 5 show that shear strength values of cores made of 52S-H38 foil are about 10 to 15 percent higher than those of 3S-H19 foil cores. Shear strength values of cores made of BE 1S-H19 foil are about half those for core of 3S-H19 foil. The TL proportional limit stress for cores of 52S-H38 foil is about 50 percent greater than that for cores of 3S-H19 foil. Proportional limit stresses in the TW direction are not greatly different for cores of either 3S-H19 or 52S-H38 foil. Proportional limit stresses for cores of BE 1S-H19 foil are about half those for cores of 3S-H19 foil. As might be expected, shear modulus values do not show dependency on foil alloy. It is of interest to compare shear properties of Type I Multiwave core with shear properties of true honeycomb core of comparable density and of the same foil alloy (3S-H19). The average shear moduli for true = 47,900 and G TW = 19,000 pounds honeycomb core were found to be G TL per square inch for corrugated core with a density of 4.50 pounds per square foot and GTL = 41,900 and G TW = 25,400 pounds per square inch Report No. 1855 -9- for expanded core with a density of 4.41 pounds per cubic foot (4). The Type I Multiwave core with a density of 4.61 pounds per cubic foot had shear moduli of = 45 ,900 and GTW = 23,600 pounds per square inch. GTL These values are the same as those for true honeycomb core of comparable density. Average shear strength values for the true honeycomb core were found to be F TL = 262 and F TW = 142 pounds per square inch for corrugated = 244 and core with a density of 4.50 pounds per cubic foot and F TL F TW = 166 pounds per square inch for expanded core with a density of 4.41 pounds per cubic foot. The Type I Multiwave cores with a density of = 274 and 4.61 pounds per cubic foot had shear strength values of F TL F TW = 154 pounds per square inch. These values are the same as those for true honeycomb cores of comparable density. Design Values Core properties are of secondary importance in the design of structural sandwich constructions, because the facings are the primary loadcarrying portions of sandwich. Therefore, it was not considered necessary to obtain "guaranteed minimum" values for cores even though such values are usually obtained for the facing materials. By using the minimum value of 12 determinations of a property as a design value, the statement can be made that 78 percent of the population will exceed this minimum value 95 percent of the time (14). On this basis, the design stresses were obtained as minimum values from the test results given in table 1. The design values for proportional limit stresses (f ) and strength (F) in compression and in shear are given in table 2. Compressive stresses (f T and FT ) must be considered by the designer for determining normal loads allowable in sandwich manufacture and for determining performance of sandwich under normal loads, particularly if such loads are concentrated or occur at fastenings. Shear stresses (f TL' FTL, or f Tw, FTW) must be considered by the designer for sandwich subjected to flexure, for sandwich under edge loads, and also for sandwich with loads applied at inserts and fasteners. Of secondary importance to designers are the elastic properties of the cores; that is, compressive modulus of elasticity and shear modulus. Report No. 1855 -10- The modulus of elasticity (E T ) and the shear modulus (G TL or GTW) are contained in parameters for determining the wrinkling of sandwich facings under edge load. The shear moduli (G TL and G TW) are also involved in parameters for describing the buckling of sandwich under edge load and for determining the deflection of sandwich under transverse load. Since the values of these elastic properties are of secondary importance in design, the values chosen are near the average for the particular core rather than minimum values of the core. Entire stress-strain curves for use in design are presented in figures 6, 7, and 8. These curves were drawn by first plotting the stress-strain data for the weakest specimen. In this way, the general shape of the curve was defined, and the maximum stress point with its associated strain was located. Then the minimum proportional limit stress level, but not necessarily the proportional limit stress for the weakest specimen, was located on the curve sheet as a horizontal line. The initial part of the stress-strain curve was located with a slope near to the average modulus, and the curve then could be fared in to fit the portion beyond proportional limit. Modulus values noted on the curve sheets are also given in table 2. Stress-strain curves are not presented for compression. Since the designer is also interested in weights of various constructions, the data in table 2 include average density values for the cores, and the design values were tabulated in order of increasing core density. Conclusions Type I Multiwave core, which is comprised of alternate corrugated and straight strips of crinkled aluminum with each strip full core depth, is more easily formed to curvature than core of true honeycomb configuration. However, Type I Multiwave core had strength and rigidity values comparable to those obtained for true honeycomb core of the same density and foil alloy. The performance of Type II Multiwave core, which is even more formable than Type I, would be different because only onehalf of the foil layers are full core depth. A complete evaluation should be made of Type II and also of cores of other configurations. The rigidity of the cores was found to be the same whether they were made of a weak or strong alloy, while strength values were found to be dependent upon core alloy to a certain extent. Cores of BE1S-H19 alloy had about one-half the compressive and shearing strength of cores of 3S-H19 alloy. The use of stronger alloys, such as 52S-H38, produced Report No. 1855 -11- cores only 5 to 10 percent stronger than cores of 3S-H19 alloy. Proportional limit stresses were influenced by the type of alloy to a greater extent. Thus, it seems that a certain amount of strength is needed in the alloy to produce a strong core, but that increases in foil tensile strength beyond some limit do not produce commensurate increases in core strength. Such behavior is characteristic of the buckling types of failure observed in the core tests. Report No. 1855 -12- Appendix In the body of this report a formula is given for the ratio of foil area to core area A F = K (1 + K') Ac This formula is used to compute core density and foil stresses. The parameters K _ and K' in the formula are the theoretical ratios between length of one arch of a sine curve and half its wave length. K' applies to large corrugations and K to small corrugations or crinkles. Values of K and K' are determined from the curves of figure 9 for vara' ratios. The values were obtained as described in the fola or — ious — b' b lowing discussion. The equation of a sine curve of amplitude a and wave length 2b is given by (see fig. 9) y = a sin 1TX An increment of length of the curve is given by dS =-V1 + dx dx Substituting Ira cos lrx for cl Y , gives b dx b 22 S = 5dS = Report No. 1855 1 Tr a 1TX cos t — -13- dx which can be written dx n 2 a2 b Rearranging terms and letting .7X = O and 2 = sin A 2 2 gives Tr a 1 + b - sin s ine 0 Or S = •2 sin 2 c1.4 Kb where IT sin 2 0 sin 2 1:1) c14) 0 This last equation necessitates evaluating the elliptic integral of the second kind for various values of the modulus (sin 0), which is dependent upon various ratios of — a. Such evaluations were made, and K values were plotted versus _ b in the curves of figure 9. a or _ b a Knowing the dimensions of the large corrugations (see fig. 2), the length of crinkled foil per core area 2 a'b' becomes K'b' plus a straight piece of crinkled foil of length b', or a total length or ti + K') b' . For each length of crinkled foil, there are K lengths of foil, where K is dependent upon the dimensions of the small corrugations or crinkles. Finally the area of foil per core area is given by Report No. 1855 -14- A A F c K (1 + K') b't 2a'b' If the cell size is called a and the distance between straight pieces of crinkled foil 23. 1 , then A A F = K (1 + le) -t-cs Report No. 1855 -15- Literature Cited (1) Boller, K. H. , and Norris, C. B. 1955. Effect of Shear Strength on Maximum Loads of Sandwich Columns. U. S. Forest Products Laboratory Report No. 1815, 12 pp., illus. (2) Ericksen, Wilhelm S. 1953. The Bending of a Circular Sandwich Plate Under Normal Load. U. S. Forest Products Laboratory Report No. 1828, 34 pp. , illus. (3) Heebink, B. G. , Kuenzi, E. W., and Ericksen, W. S. 1953. Evaluation of a Vacuum-Induced Concentrated-Load Sandwich Tester. U. S. Forest Products Laboratory Report No. 1832-B, 25 pp. , illus. (4) Kuenzi, E. W. 1955. Mechanical Properties of Aluminum Honeycomb Cores. U. S. Forest Products Laboratory Report No. 1849, 18 pp., illus. (5) 1951. Flexure of Structural Sandwich Construction. Forest Products Laboratory Report No. 1829, 11 pp. (6) (7) (8) and Ericksen, W. S. 1951. Shear Stability of Flat Panels of Sandwich Construction. U. S. Forest Products Laboratory Report No. 1560,. 42 pp. , illus. March, FL W. 1955. Effects of Shear Deformation in the Core of a Flat Rectangular Sandwich Panel. U. S. Forest Products Laboratory Report No. 1583, 37 pp., illus. and Kuenzi, E. W. 1953. Buckling of Sandwich Cylinders in Torsion. U. S. Forest Products Laboratory Report No. 1840, 24 pp. , illus. Report No. 1855 -16- March, H. W. , and Kuenzi, E. W. 1952. Buckling of Cylinders of Sandwich Construction in Axial Compression. U. S. Forest Products Laboratory Report No. 1830, 42 pp. , illus. (9) (10) (11) and Smith, C. B. 1955. Flexural Rigidity of a Rectangular Strip of Sandwich Construction. U. S. Forest Products Laboratory Report No. 1505, 18 pp. , illus. Norris, C. B. , Boller, K. H. , and Voss, A. W. 1953. Wrinkling of the Facings of Sandwich Construction Subjected to Edgewise Compression. U. S. Forest Products Laboratory Report No. 1810 -A, 15 pp., illus. Ericksen, W. S. , and Kommers, W. J. 1952. Supplement to the Flexural Rigidity of a Rectangular Strip of Sandwich Construction. U. S. Forest Products Laboratory Report No. 1505-A, 31 pp., illus. (12) (13) Ravine, Milton E. 1954. Analysis of Long Cylinders of Sandwich Construction Under Uniform External Lateral Pressure. U. S. Forest Products Laboratory Report No. 1844, 23 pp. , illus. (14) Wilks, S. S. 1955. Sampling and Its Uncertainties. American Society for Testing Materials Proceedings, Vol. 48. (15) Youngquist, W. G. , and Kuenzi, E. W. 1955. Stresses Induced in a Sandwich Panel by Load Applied at an Insert. U. S. Forest Products Laboratory Report No. 1845, 11 pp., illus. Report No. 1855 -17- 1. -31 ••••n. 0 •-I NolTtICOTPNN.0 in co 00 r-I O to 0 o rsa Tt; O cr: a0 c) to; CI •-n N M N •• •• •• •• •• •• N •• •• •• •• •• •• •• •• •• O O to 0, tfl to N N r- r- N N N cn. td 00 N .0 en to CO 00 N N N N CO JD N 1:1:1 • •• • • •• •• •• •• •• • • •• •• •• •• •• •• O ertOseel00000elrel NNtINtINNertNentwIrelrele1 NNNN,-iCON,-4C0C00.10% cc; oi• so en en.en cc; Tti mr 1, Tr in TN Tr Tt,tn •• • N en N N onI •• •• •• H to N to N tt) N N CO co) N M en en en 1 4 14 en en '44, N N eel •• •• •• •• 00 •• •• •• •t N N 0e1 a; •• O •• • • •• • • ,-.4 4, (El • CI O U) x4 4-n •• •• • • • in •• • • •• •• •• •• •• •• •• •• •• •• •• •• ••• N U; ••0 ...t. .. t. ai 'a' 41• .I .•. co .0 a) L. 0 i)•••••• E-1 fa. 0 g a) fr., •• 4 E-I•••••• 0 Tel F+ ....... 4..• U co o •• • • •• U) • i-.1 CO .3) $4 0 0 ..-1 4, ly • H , .., •• •• in .4... P. o E •• • V 1' 14'di .0 .44 o JD N .0 N in to to r- in 14 in in 14 .11 V 'Tt' a • •• • •• .4 ..-.. •• • • •• •n • •• •• •• •• • • •• •• •• •• •• •• •• •• II N —1 •-4 en IN .0 N in Os N Os N ^4 NO, N00.--10, ^1 1.110 as --Itil N N.-oNNNN .--INNN .-I N .-1N Os .•, ,1 N —1 00 .0 en el Nt, .--1 ..., Os Nti di N .0 en to in Tr in en in .0 in 1 , .0 p.1 en ••n1 1.1") 43 .-4 a; lid m• •• a) 0 Cd ' H eii .•••••• E.,, E co 0 .2 . H i. .4-n ,-; C.... td -4—/ ...--• Os .0 00 0 .-4 am04,•-"CO Ill •• •• .• •• —. •• •• ci• oo cor cr.cococrscroscr.. cros c000co 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 o 0 0 0 0 0 0 0 0 0 0 0 O • • •• cy• N Lil•.•140, Nlis N ,•.1 1,•• 41S 0 0 0 0 0 0 0 0 Os C7s•-n ,tn 4 4 -• •• •• 4 4 Ttn 4 •• •• •• •• . 0 0 Z 0:1 N I/1 re.) en• Os N to 00 N ••n 041 ol Kt .0 .0 .0 Os Os Os c0 r— 1,en cr,o ef; •• •• •• .•4 ••4 I:, id al V ...I a)> '4 Report No. 1855 o 2 V on rd . •• •• •• •• 1., 4, isl g rd 1:1 4) •i, In a) 03 Fe O ----.' ^ . E_I co vi v o 0 F.E-, 0 cd al 0 cn NI •• ICI Lr; N N NI en 0, 1110,O Tr N Lei u-) .O to ,zr .0 N '4' 1/1 NI CO N N NI CO N N co so N in N crs NI CO M •.0 o cr• •••4 en Ln c- en Lc; ‘1+ 0 Cr, NI NI fq C'e) 0 to Ln ,0 m Lei to P cv 4CO • II •• to NI en NI • ,-; G'. 0./ r L ' .--1 - cl) --_, )4 to .O •• •• • • •• '45' t.4 , q CO Cts ON e' NI NI en .0 en NO . •zt; en .3• en en en o NINININININININ1N/N1N1N/ Cr r cc; 0 ^I al •• ° ..-0 0 ''''' -1 ...... •• •• • I tO ^1 ..--. 0 M "..-.• v ,.....c_, c o' a 0 E cr. ...-.• 0 • °f•I• I-1 (n •...• 0 4... ,--I N I-4 Pi • • • • .. . .. CO . .0 '.-; $4 eel ''' 11) - .--.. 44 0 H 4 0 0 co 5 - -_... • • .0 4-/ ••••• _ F •1 h n , 14 0 4 4 ..4 ..--. r- N] N CO en ..c) o 0 ell 0 .0 0 C0 .0 N N CO ts- N N NI NI es) NI NI Ni NI NI NI NI NI NI In N Pi rn •• to •• •• •• •• 1 m k " .1J In ai --f 4) 0 a. , 1-4 0 5 k E-1 ° 0 •• •• .0 .--I NI N N ,-4 •cl, co o CO 0 .0 .6 c6 .6 1--: tr o. .6 6 rs to 4 re; •ct' TV ,:t4 •ct, TV "tr vr -I' en 4 4 Ln •. •• at a- ,-.4 a) , [-I k fri -0 ,,,., ••• 4, ••••• I.. or w; _. a. ' •• H o c0 ---... •• • v•I 4.• 4.1 -CZ 0 a) L) 00 .•••••• 0 EA 0 0) • ";11 N ..,iti GO •• •• •• H (34 • OE. 1:1:r •• • co ........ d "14 len a, 0 0 o.) (..) • • • • •• .40 • • ;4 4.4 4-1 ••••• 0 .2 co P.4 •• •• •• O1 O? to in .4 N -4 en en Tr, .0 CO 1, .0 In en 0 Nc/ in d'r .4, n••1 0 0 0 CO .0 .0 CO Cr• N 0 0, •.-4 14 I Cel co CI) 4 Nti ,ct' en rf) re) en eel en •cti NI Tr •• U m 0z LQ .. NO en 4 () •. •. •. 0 0 0 0 0 0 0 0 0 0 .-I 0 v-.1 0 0 NI NI NI NI eq NI NI NI NI NI NI NI NI N3 NI 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 . 6 •• • . -• •• •• .• •• - • • • P ›... ...J 4-, ..a) )-I tog+ (.3 ., az; 1/4.) o., v .. 'Kr 'Cr o. NI •. U .. en .0 •• '451 • I as N N in O M N 0 't N in en o o M in co) in N '41 st, Tr' •re NN 4 4 di en 4 0:1 ^ I v •vi 1:1 .. •• •• •• •• •• •• ..-. 0 o 4. • Il CO -1-1 01 .••••• In ••••• P ,-1 0 a• I4 .nI :11 /-1 0 o .;CO CO 00 pi • • •• •• •• 0 Ni M to 0 0 0 00 00 to III 0 CO NI CO NI 0 0 0 0 0 NI NI 0 0 ":11'Cr Zi; ..o )4 .4:41 ^I co ••••• r14 •• •• y 01 n-i ..4 ....-,. crs 0 NI tr) as (7• to sz) .0 .0 .0 .0 .0 in .0 4 4 4 4 4 -4n 4 -4 4 4 4 4 0 0 • to • n-•1 ON in .0 in so •itn 4 4 rn1 .• N co cr., a0 cd ••I I-1 0 cd cd 11 "-I 0 cd (I) C48 Report No. 1855 $4 0 U) .`g ••n••. r.4 •••I 0 •• •• F •• • O O •• 14 .; 43 N N N N N N N N N N N N N to •• U) • .4, 11 en n-n o 00 ..o•t0000eno M re) Cf) •-4 00 O N ^, V 1.1• en t.1 N N▪ Elm .0 - 00 Os N en 0 N N Len to to N sID N O N 411 N 0 N ,er CO In r- 0 N CO •••I 0.1 tl) U) N ta. •• •• • •• •• •• U) $4 0 "1 14 a) 0 F oo ..-.- 0 ••••••• •• n-1 .7 r. • h Ci' 0 0 N 0 ftS •• O • 0 •• •• •• •• N -erl en .-I -.1 en 00 -.0 0 .0 0 00 •er M Lt.; 4 c; or; Trn O. cc; ni to O or; toi in Ln an In to to Tr •41 to •4, in •zt,to •• 00 .• •• •• •• •• .0 Li"; Tr en 0• - •1 ul Ni •• •• •• •• , CO 00 Cr• N N 0 -1 Ce• N en en en en en M N en en N en en N N CO N 00 CO 4.4 ••n•• •• U) 01 •• •• • • Fa I-1 4-1 T w l. C O H 4) [-4 $4 o 44 ,f . r 4 4, ,....., 0 4-' '-' • • •• • • •4 •• •• •• •• •• •• •• .A1 •• •• •• •• e• •• •• •• •• •• e• es 'a 0 id •,.., ea O O •••••• Cd o U)Ti enenenN0000Nenenenino0 coc000cr0000ascoc000r-o •• In1 ..--. ...o N M m en 0 m N en en 0 en .000en000C0.0cOMInc0 • • 1 •••1 N •••••• . • • • O en 0, 0 en .0 .4 •• •• •• • • U) O N U) tv •ztn Tr, crs as 0 cDr- co en en 4.4, • •-4 le-- N Cn 0 00 .0 O. O •.0 N to •et+ srt •er .1, to "eV 1, en '11to co cr• en O ren In TN r- cr• 0 N cc) Tr -.0 .0 1, CO en N N •••• s-4 CO 0, en NroD •••4 to cr• co •et, en en VI' .41 cet eel en en en •31 .41 0 0 0 0 .∎I •• cren •• •• •• •• •• •• •• •• •• N AI • 0 •-4 •-4 0 • ••nI N N N 0 00 00 00 0 000000000 0 0 000000000 0 0 ▪ O •• •• •• •• N H V ...; . '4'4 O ..ci /4 U • • •• •• •• •• •• •• •. •• •• 0 N N .1, en o, Do 4.44 en N N N .0 In so •0 ..0 to en in to tr, ..o so 4 4 4 4 Nt+ Nt ; 4 Tt; vrn .‘tn 4 4 . •• •• •• •• en -4 .-I ...4 •• •• •• en o,qt. 4 Nt; Nt; ..E el tin .E cli E t40 Cid $.1 0 .1-1 Z 0 •• E ....' Report No. 1855 •• to O -4 N en .4, Ln .0 r- co o, o .-i N •• Tt, .1) 4. ▪U 0 0 --1 Z •• u • •., •• •• -el 0 k 7.1 rd CO ni • -1 g al cu ... b U) •• U) I 1 ..—... 1 ,—• ,•I i ...-„,.. (.',1 -, --". H 0.) 0 i i 8 0 Ci l 7: ....... ''' .-0 1-I .1...) ••••• cr) bi) O g (1) isr L'f) ;-1 4.4 c0 •••••,' .. •• •• •• e Ii) 1•••1 al •• T14 IN •• CO 0) .0 ri.a •• •• •• ..-1 V) U) N 4•J • •• •• .4 I I I 1-I .--i00 ^1 .1_) O rd .,-. ri) I ....... P. g O` '3) &4 titi : ......• O 0 CD •• iI ....-... 0 i .-1 , I ...... I •• •• •• •• •• •• •• --I 0 In •• •• 0 U •• •• • I I I I CO I •• •• •• •• •• .0 4.3 ...•••• cd Oa I-4 c) 0 H 4).1 f.1.4 ..... n-.... U) Erl •• •r4 O • • •• ;..,0 . O (IS .,, 1 a 1 a •• • • En r?1 cd H 0 o an •r4 I •• •• •• cn •••••• I. •• a) Eo •• f •• ° zi 771 4 u I* Cd ;,_, •• Tr —1 P.; • NI/ •• •• •• •. •• , o .,-; ......• 0 •• i 1i- lig N . I I .41 : UI I I r-.4 a) '41 Ch Q`' sO 1. I ....-.. 1 . —1 I. " .1. .. . . • • 1 ..._.• I I 1 i a I I .I. • • 44 I a) ..-1 I I I I I R • • • • • • . • • •• 't as N CO cr- U) (.0 rd.) ...-I II 0) $4 , 4-; ••••••• I . . 44 •--II ....../ I • i -0 I 14 C" • . • •• •• •• •• Ch I C.r) I N I • • N —I •• en .-1 m (V) I ...-.. i Report No. 1855 • • •. •• •• •• .• • • I i .4 I a U 0.) V 0 N I E--; 1 "1 -• I W. 1 s.-a al 1.-.1 u) a al •• •• •• .., .. ....•• CO 0 N 0.) •• 00 00 O R-, ° m cc) m m .0 u) I .,.:1 PI U) 0) 0 Z > •• U) v—I >., .4 O N P 1nI P1 4-, •• .o N 1 4_, I o El) to 1 •• •• •• •• •• •• •• cd 4-' u) --- •• -.0 co 1,10 •• 14 ti-1 O •10 .4 ,E •W ..—... •0 co mi ..-1 --4 en I. ai I • • • • • • • • • • • • Cd H (NI •• •••••• 1 0 tr) I 0 40 1 0) fi4 U VI ••••1 • . • . Y 0.4 , 0 VI i t).0 0-. P g 0 [...., Pi tin I - • • U) 11) •• 1 1-1 U) •• • 1-1 :. ....... O 44 . . ), q-4 ' 0 to fll 0 cd •• i •r4 U) U) 0, •Il a; I 4••n .-1 .21 u) In4 U i I U) •H 0 •• • .4 a 1-... cn CD • H a .0 fa, 0 O 0 t-4n•- I -----, ti 44 !4•4, a ;4 .4:1 •r1 u) I 111 ••• ••• •• .• ("71 0 &.• •• •• •• c) I "••-• I cd •• .--.1 i NI 41 r1:1 rel era •• •• •• (:) rn CN Lr) sC 71 'I' 4 4 •• Figure 1. --Aluminum Multiwave core showing direction of reference axes parallel to core flutes, T; parallel to core ribbons, 1.4 and perpendicular to core ribbon W. Z M 108 114 x N aq. Figure 3. --Specimen and apparatus for shear tests. Z M 83718 F