____________ ________________ 2.830J / 6.780J / ESD.63J Control of Manufacturing Processes (SMA... MIT OpenCourseWare
advertisement

MIT OpenCourseWare
http://ocw.mit.edu
____________
2.830J / 6.780J / ESD.63J Control of Manufacturing Processes (SMA 6303)
Spring 2008
For information about citing these materials or our Terms of Use, visit: ________________
http://ocw.mit.edu/terms.
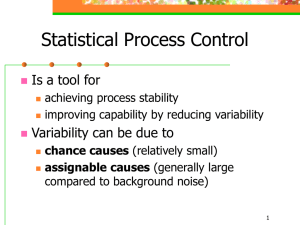
Control of
Manufacturing Processes
Subject 2.830/6.780/ESD.63
Spring 2008
Lecture #9
Advanced and Multivariate SPC
March 6, 2008
Manufacturing
1
Agenda
• Conventional Control Charts
– Xbar and S
• Alternative Control Charts
– Moving average
– EWMA
– CUSUM
• Multivariate SPC
Manufacturing
2
Xbar Chart
Process Model: x ~ N(5,1), n = 9
Mean of x
6.0
UCL=6.000
5.5
5.0
µ0=5.000
4.5
4.0
LCL=4.000
1
2
3
4
5
6
7
8
9 10 11 12 13
Sample
• Is process in control?
Manufacturing
3
Run Data (n=9 sample size)
Run Chart of x
11
9
8
7
5
4
3
Avg=4.91
1
0
0
9
18 27 36 45 54 63 72 81 90 99
Run
• Is process in control?
Manufacturing
4
S Chart
Standard Deviation of x
3.0
2.5
2.0
UCL=1.707
1.5
1.0
µ0=0.969
0.5
LCL=0.232
0.0
1
2
3
4
5
6
7
8
9 10 11 12 13
Sample
• Is process in control?
Manufacturing
5
Alternative Charts: Running Averages
• More averages/Data
• Can use run data alone and
average for S only
• Can use to improve resolution
of mean shift
j+n
xRj
n measurements
at sample j
Manufacturing
SR j 2
1
= ∑ xi
n i=j
Running Average
1 j +n
2
=
(x
−
x
)
∑
Rj Running Variance
n − 1 i= j i
6
Simplest Case: Moving Average
• Pick window size (e.g., w = 9)
9
Moving Avg of x
8
7
6
UCL
5
µ0=5.00
4
LCL
3
2
1
8 16 24 32 40 48 56 64 72 80 88 96
Sample
Manufacturing
7
General Case: Weighted Averages
y j = a1 x j −1 + a2 x j −2 + a3 x j −3 + ...
• How should we weight measurements?
– All equally? (as with Moving Average)
– Based on how recent?
• e.g. Most recent are more relevant than less
recent?
Manufacturing
8
Consider an Exponential Weighted Average
0.25
Define a weighting function
Wt − i = r (1 − r )
0.2
i
0.15
Exponential Weights
0.1
0.05
0
1
Manufacturing
2
3
4
5
6
7
8
9
10
11
12 13
14
15
16 17
18
19
20
9
Exponentially Weighted Moving Average:
(EWMA)
Ai = rxi + (1 − r)Ai −1
Recursive EWMA
⎛ σ x2 ⎞ ⎛ r ⎞
2t
σA = ⎜
(
)
1
−
1
−
r
⎟⎝
⎝ n ⎠ 2 − r⎠
[
]
σA =
UCL, LCL = x ± 3σ A
Manufacturing
time
σx ⎛ r ⎞
2
n ⎝ 2 − r⎠
for large t
10
Effect of r on σ multiplier
0.9
0.8
plot of (r/(2-r)) vs. r
0.7
0.6
0.5
0.4
wider control limits
0.3
0.2
0.1
0
0
Manufacturing
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
r
11
SO WHAT?
• The variance will be less than with xbar,
σA =
σx
n
⎛ r ⎞
⎝ 2 − r⎠
= σx
⎛ r ⎞
⎝ 2 − r⎠
• n=1 case is valid
• If r=1 we have “unfiltered” data
– Run data stays run data
– Sequential averages remain
• If r<<1 we get long weighting and long delays
– “Stronger” filter; longer response time
Manufacturing
12
EWMA vs. Xbar
1
0.9
r=0.3
0.8
Δμ = 0.5 σ
0.7
xbar
EWMA
UCL EWMA
LCL EWMA
grand mean
UCL
LCL
0.6
0.5
0.4
0.3
0.2
0.1
0
0
Manufacturing
50
100
150
200
250
300
13
Mean Shift Sensitivity
EWMA and Xbar comparison
1.2
xbar
1
EWMA
UCL
EWMA
0.8
LCL
EWMA
0.6
Grand
Mean
3/6/03
UCL
0.4
LCL
Mean shift = .5 σ
0.2
n=5
r=0.1
0
1
5
Manufacturing
9
13
17
21
25
29
33
37
41
45
49
14
Effect of r
1
0.9
xbar
0.8
EWMA
0.7
UCL
EWMA
0.6
LCL
EWMA
0.5
Grand
Mean
0.4
UCL
0.3
LCL
0.2
0.1
r=0.3
0
1
3
Manufacturing
5
7
9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49
15
Small Mean Shifts
• What if Δμx is small with respect to σx ?
• But it is “persistent”
• How could we detect?
– ARL for xbar would be too large
Manufacturing
16
Another Approach: Cumulative Sums
• Add up deviations from mean
– A Discrete Time Integrator
j
C j = ∑ (x i − x)
i=1
• Since E{x-μ}=0 this sum should stay near
zero when in control
• Any bias (mean shift) in x will show as a trend
Manufacturing
17
Mean Shift Sensitivity: CUSUM
8
7
t
Ci = ∑ (x i − x )
6
i =1
5
4
Mean shift = 1σ
3
Slope cause by
mean shift Δμ
2
1
49
47
45
43
41
39
37
35
33
31
29
27
25
23
21
19
17
15
13
11
9
7
5
3
1
0
-1
Manufacturing
18
Control Limits for CUSUM
• Significance of Slope Changes?
– Detecting Mean Shifts
• Use of v-mask
– Slope Test with Deadband
Upper decision line
⎛1 − β⎞
d = ln⎜
⎟
δ ⎝ α ⎠
2
δ=
θ
Δx
σx
⎛ Δx ⎞
θ = tan ⎜ ⎟
⎝ 2k ⎠
−1
d
Lower decision line
Manufacturing
where
k = horizontal scale
factor for plot
19
Use of Mask
8
7
6
5
θ=tan-1(Δμ/2k)
k=4:1; Δμ=0.25 (1σ)
tan(θ) = 0.5 as plotted
4
3
2
1
49
47
45
43
41
39
37
35
33
31
29
27
25
23
21
19
17
15
13
11
9
7
5
3
1
0
-1
Manufacturing
20
An Alternative
• Define the Normalized Statistic
Zi =
Xi − μ x
σx
• And the CUSUM statistic
t
Si =
∑Z
i =1
t
i
Which has an
expected mean of
0 and variance of 1
Which has an
expected mean of
0 and variance of 1
Chart with Centerline =0 and Limits = ±3
Manufacturing
21
Example for Mean Shift = 1σ
5
Normalized CUSUM
4
3
2
Mean Shift = 1
47
45
43
41
39
37
35
33
31
29
27
25
23
21
19
17
15
13
11
9
7
5
3
0
1
1
σ
-1
Manufacturing
22
Tabular CUSUM
• Create Threshold Variables:
Ci = max[0, xi − ( μ 0 + K ) + Ci −1 ] Accumulates
+
+
Ci = max[0,( μ 0 − K ) − xi +
−
deviations
Ci −1 ] from the
mean
−
K= threshold or slack value for
accumulation
Δμ
K=
2
typical
Δμ = mean shift to detect
H : alarm level (typically 5σ)
Manufacturing
23
Threshold Plot
6
μ
0.495
σ
0.170
k=δμ/2
0.049
h=5σ
0.848
5
C+ C-
4
C+
CH threshold
3
2
1
0
1
3
Manufacturing
5
7
9
11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41 43 45 47 49
24
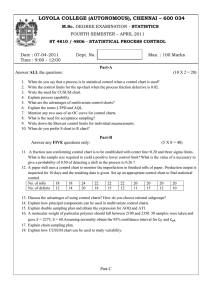
Alternative Charts Summary
• Noisy data need some filtering
• Sampling strategy can guarantee
independence
• Linear discrete filters been proposed
– EWMA
– Running Integrator
• Choice depends on nature of process
• Noisy data need some filtering, BUT
– Should generally monitor variance too!
Manufacturing
25
Motivation: Multivariate Process Control
• More than one output of concern
– many univariate control charts
– many false alarms if not designed properly
– common mistake #1
• Outputs may be coupled
– exhibit covariance
– independent probability models may not be
appropriate
– common mistake #2
Manufacturing
26
Mistake #1 – Multiple Charts
• Multiple (independent) parameters being
monitored at a process step
– set control limits based on acceptable
α = Pr(false alarm)
• E.g., α = 0.0027 (typical 3σ control limits), so 1/370 runs
will be a false alarm
– Consider p separate control charts
• What is aggregate false alarm probability?
Manufacturing
27
Mistake #1 – Multiple
Tests for Significant Effects
• Multiple control charts are just a running
hypothesis test – is process “in control” or
has something statistically significant
occurred (i.e., “unlikely to have occurred
by chance”)?
• Same common mistake (testing for
multiple significant effects and
misinterpreting significance) applies to
many uses of statistics – such as medical
research!
Manufacturing
28
The Economist (Feb. 22, 2007)
Text removed due to copyright restrictions. Please
see The Economist, Science and Technology.
“Signs of the times.” February 22, 2007.
Manufacturing
29
Approximate Corrections for
Multiple (Independent) Charts
• Approach: fixed α’
– Decide aggregate acceptable false alarm rate, α’
– Set individual chart α to compensate
– Expand individual control chart limits to match
Manufacturing
30
Mistake #2: Assuming Independent
Parameters
• Performance related to many variables
• Outputs are often interrelated
–
–
–
–
–
e.g., two dimensions that make up a fit
thickness and strength
depth and width of a feature (e.g.. micro embossing)
multiple dimensions of body in white (BIW)
multiple characteristics on a wafer
• Why are independent charts deceiving?
Manufacturing
31
Examples
• Body in White (BIW) assembly
– Multiple individual dimensions measured
– All could be OK and yet BIW be out of spec
• Injection molding part with multiple key
dimensions
• Numerous critical dimensions on a
semiconductor wafer or microfluidic chip
Manufacturing
32
LFM Application
Rob York ‘95
“Distributed Gaging
Methodologies for Variation
Reduction in and
Automotive Body Shop”
Body in White “Indicator”
Manufacturing
33
Manufacturing
34
Independent Random Variables
4
4
2
3
0
1 2 3
2
4 5 6 7 8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53
-2
-4
x1
1
-6
x2
-8
0
-4
-3
-2
-1
0
1
2
3
4
-1
-2
4
3
2
-3
1
0
1 2
-4
3 4 5
6 7 8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53
-1
-2
x1
-3
-4
-5
x2
Proper Limits?
Manufacturing
35
Correlated Random Variables
4
3
4
2
1
3
0
1 2 3
4 5 6 7 8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53
-1
2
x1
-2
-3
1
-4
x2
0
-4
-3
-2
-1
0
1
2
3
4
4
-1
3
2
-2
1
0
-3
1 2
3 4 5
6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53
-1
-2
-4
-3
x1
x2
-4
Proper Limits?
Manufacturing
36
Outliers?
4
3
4
2
1
3
0
1 2
3 4 5
6 7 8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53
-1
2
-2
-3
-4
1
x2
0
-4
-3
-2
-1
0
1
2
3
4
4
-1
3
2
-2
1
0
1
-3
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53
-1
-2
-4
-3
-4
x1
Manufacturing
37
Multivariate Charts
• Create a single chart based on joint
probability distribution
– Using sample statistics: Hotelling T2
• Set limits to detect mean shift based on α
• Find a way to back out the underlying
causes
• EWMA and CUSUM extensions
– MEWMA and MCUSUM
Manufacturing
38
Background
• Joint Probability Distributions
• Development of a single scale control chart
– Hotelling T2
• Causality Detection
– Which characteristic likely caused a problem
• Reduction of Large Dimension Problems
– Principal Component Analysis (PCA)
Manufacturing
39
Multivariate Elements
• Given a vector of measurements
• We can define vector of means:
where p = # parameters
• and covariance matrix:
variance
covariance
Manufacturing
40
Joint Probability Distributions
• Single Variable Normal Distribution
squared standardized
distance from
mean
• Multivariable Normal Distribution
squared standardized
distance from mean
Manufacturing
41
Sample Statistics
• For a set of samples of the vector x
• Sample Mean
• Sample Covariance
Manufacturing
42
Chi-Squared Example - True Distributions
Known, Two Variables
• If we know μ and Σ a priori:
will be distributed as
– sum of squares of two unit normals
• More generally, for p variables:
distributed as
Manufacturing
(and n = # samples)
43
Control Chart for χ2?
• Assume an acceptable probability of Type I
errors (upper α)
• UCL = χ2α, p
– where p = order of the system
• If process means are µ1 and µ2 then χ20 < UCL
Manufacturing
44
Univariate vs. χ2 Chart
Joint control region for x1 and x2
UCLx1
x1
LCLx1
1 2
3 4 5
6 7 8 9 10 11 12 13 14 15 16
x2
LCLx2
UCLx2
2
UCL = xa.2
x02
0
1 2
3 4
5
6
7
8
9 10 11 12 13 14 15 16 17 18
Sample number
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
Figure by MIT OpenCourseWare.
Manufacturing
45
Montgomery, ed. 5e
Multivariate Chart with
No Prior Statistics: T2
• If we must use data to get x and S
• Define a new statistic, Hotelling T2
• Where x is the vector of the averages for
each variable over all measurements
• S is the matrix of sample covariance over all
data
Manufacturing
46
Similarity of T2 and t2
vs.
Manufacturing
47
Distribution for T2
– Given by a scaled F distribution
α is type I error probability
p and (mn – m – p + 1) are d.o.f. for the F distribution
n is the size of a given sample
m is the number of samples taken
p is the number of outputs
Manufacturing
48
F - Distribution
Fν1 ,ν2 ν1 = 8,ν 2 = 16
Significance level α
Tabulated Values
Manufacturing
Fα , p,( mn − m − p +1)
49
Phase I and II?
• Phase I - Establishing Limits
• Phase II - Monitoring the Process
NB if m used in phase 1 is large then they are nearly the same
Manufacturing
50
Example
• Fiber production
• Outputs are strength and weight
• 20 samples of subgroups size 4
– m = 20, n = 4
• Compare T2 result to individual control charts
Manufacturing
51
Data Set
Sample
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
80
75
83
79
82
86
84
76
85
80
86
81
81
75
77
86
84
82
79
80
Output x1
Subgroup n=4
82
78
78
84
86
84
84
80
81
78
84
85
88
82
84
78
88
85
78
81
84
85
81
83
86
82
78
82
84
78
82
84
85
78
86
79
88
85
84
82
R1
85
81
87
83
86
87
85
82
87
83
86
82
79
80
85
84
79
83
83
85
Mean Vector
82.46
20.18
Manufacturing
7
9
4
5
8
3
6
8
3
5
2
2
7
7
8
4
7
7
9
5
19
24
19
18
23
21
19
22
18
18
23
22
16
22
22
19
17
20
21
18
Output x2
Subgroup n=4
22
20
21
18
24
21
20
17
21
18
20
23
23
19
17
19
16
20
19
20
20
24
21
23
18
20
21
23
19
21
23
18
22
18
19
23
23
20
22
19
20
21
22
16
22
21
22
18
16
18
22
21
19
22
18
22
19
21
18
20
Covariance Matrix
7.51
-0.35
-0.35
3.29
52
Cross Plot of Data
X2 bar
23.00
23.00
22.00
22.00
21.00
21.00
20.00
X2 bar
19.00
20.00
18.00
19.00
17.00
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
18.00
X1 bar
17.00
78.00
88.00
80.00
82.00
84.00
86.00
88.00
86.00
84.00
82.00
X1 bar
80.00
78.00
76.00
74.00
Manufacturing
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
53
T2 Chart
18
16
14
12
10
T2
UCL
8
α = 0.0054
6
4
(Similar to ±3σ limits on
two xbar charts combined)
2
0
1
2
3
4
Manufacturing
5
6
7
8
9
10 11 12 13 14 15 16 17 18 19 20
54
Individual Xbar Charts
88.00
86.00
84.00
82.00
X1 bar
UCL X1
80.00
LCL X1
78.00
76.00
74.00
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
24.00
23.00
22.00
21.00
X2 bar
UCL X2
20.00
LCL X2
19.00
18.00
17.00
Manufacturing
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
55
Finding Cause of Alarms
• With only one variable to plot, which
variable(s) caused an alarm?
• Montgomery
– Compute T2
– Compute T2(i) where the i th variable is not included
– Define the relative contribution of each variable as
• di = T2 - T2(i)
Manufacturing
56
Principal Component Analysis
• Some systems may have many measured
variables p
– Often, strong correlation among these variables:
actual degrees of freedom are fewer
• Approach: reduce order of system to track only
q << p variables
– where each z1 … zq is a linear combination of the
measured x1 … xp variables
Manufacturing
57
Principal Component Analysis
• x1 and x2 are highly correlated in the z1
direction
• Can define new axes zi in order of
decreasing variance in the data
• The zi are independent
• May choose to neglect dimensions with
only small contributions to total variance
⇒ dimension reduction
Truncate at q < p
Manufacturing
58
Principal Component Analysis
• Finding the cij that define the principal
components:
– Find Σ covariance matrix for data x
– Let eigenvalues of Σ be
– Then constants cij are the elements of the ith
eigenvector associated with eigenvalue λis
• Let C be the matrix whose columns are the eigenvectors
• Then
where Λ is a p x p diagonal matrix whose diagonals are the
eigenvalues
• Can find C efficiently by singular value decomposition (SVD)
– The fraction of variability explained by the ith principal
components is
Manufacturing
59
Extension to EWMA and CUSUM
• Define a vector EWMA
Z i = rxi + (1 + r)Z i −1
• And for the control chart plot
−1
Zi
Ti = Z i Σ Z i
2
where
Σ Zi i
Manufacturing
T
r
2
=
[1 − (1 − r) ]Σ
2−r
60
Conclusions
• Multivariate processes need multivariate
statistical methods
• Complexity of approach mitigated by
computer codes
• Requires understanding of underlying process
to see if necessary
– i.e. if there is correlation among the variables of
interest
Manufacturing
61