Influence of cutting parameters on thrust force and torque in... E-glass/polyester composites S Jayabal* & U Natarajan
advertisement

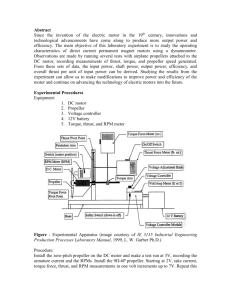
Indian Journal of Engineering & Materials Sciences Vol. 17, December 2010, pp. 463-470 Influence of cutting parameters on thrust force and torque in drilling of E-glass/polyester composites S Jayabal* & U Natarajan Department of Mechanical Engineering, A C College of Engineering and Technology, Karaikudi 630 004, India Received 5 March 2010; accepted 1 October 2010 This paper discusses the influence of cutting parameters in drilling of glass fiber reinforced composites. The experiments are conducted to study the effect of point angle, spindle speed and feed rate on thrust force and torque using HSS twist drills. This paper presents a mathematical model for correlating the interactions of drilling parameters and their effects on thrust force and torque. The optimum value of cutting parameters is also determined to get minimum value of thrust force and torque. Keywords: Response surface methodology, CNC milling machine, Drill tool dynamometer, Thrust force, Torque A number of research endeavors have been made in the recent past to fully characterize the drilling process of fiber reinforced composite materials1. The efforts have been made in the direction of optimization of the operating variables and conditions for minimizing the drilling induced damage2. Singh3 used finite element approach to study the effect of drill point angle on drilling induced damage while drilling unidirectional glass fiber reinforced composite laminates. They observed that 90° drill point angle gives better results as compared to 104° and 118°. Ramulu4 observed that in case of drilling with High Speed Steel (HSS) and HSS-Co drills, the highest temperatures occurred at higher cutting speeds and lower feeds. Increasing speed leads to increased tool wear, larger entrance and exit burrs, larger damage rings and decreased number of holes drilled. Increasing feed leads to increased drill thrust and torque, smaller entrance and exit burrs, reduced damage width and increased number of holes drilled5. Bhattarcharya and Horrigan6 studied hole drilling in kevlar composites under ambient and cryogenic conditions, the latter being obtained by the application of liquid nitrogen at the drill site. The drill bits under cryogenic conditions underwent a much lower wear rate, resulting in much lower thrust forces and material damage. Chen7 observed that the effect of the cutting speed on the cutting forces is insignificant for the same drill material. The cutting forces on the other __________________ *Corresponding author (E-mail: jayabalsubbaian@rediffmail. com) hand were found to be lower at lower feed rates. It was further concluded that in order to improve the hole quality at exit, the feed rate at exit needs to be decreased during the drilling process. Caprino and Tagliaferri8 stated that the type of damage induced in a composite material during drilling is strongly dependent on the feed rate. When the feed rates are high, the failure modes show the features typical of the impact damage, with step-like delamination, intralaminar cracks and the high-density micro failure zones. If the feed rate is sufficiently low, the failure consists essentially of delamination mainly originating near the intersection between the conical surface generated by the main cutting edges and the cylindrical surface of the hole. Ilio9 reported experimental studies on Aramid fiber reinforced plastic (AFRP). It was stated that the large oscillations of the thrust force while drilling AFRP might be attributed to the inhomogeneity inside the single lamina and to the presence of interfaces in between the laminate. These oscillations can be interpreted as non-uniform distribution of the thrust force along the tool cutting edge and the poor inter-laminar strength of the composites that can cause piercing effects at the interfaces. The tool material and tool design have also been found to influence the drilling process in the context of fibrous composites. The present research initiative is an attempt to investigate the relative significance of the drilling parameters such as point angle, spindle speed and feed rate on the thrust force and torque using response 464 INDIAN J. ENG. MATER. SCI., DECEMBER 2010 surface methodology (RSM). A series of experiments were conducted using computer numerical control (CNC) milling machine to drill the glass fiber reinforced composites. A drill tool dynamometer was used to record the thrust force and torque. In this work, thrust force and torque were taken as response variables (output variables) and point angle, cutting speed and feed rate were taken as input variables. Mechanical Properties of E-glass-Polyester composites The specimen used in this study was made of glass fiber reinforced composite material. E glass/polyester specimens of 3 mm thickness were prepared using the hand lay-up process. The reinforcement was in the form of E-glass fiber and the matrix was polyester. A gel coat was applied on the mould prior to the lay-up process to facilitate easy removal of the laminate. Specimens were cured at room temperature for 24 h in ambient conditions. After fabrication the test specimens were subjected to mechanical tests as per ASTM standards. The standards followed were ASTM D638 & ASTM D790 for tensile tests and flexural tests respectively. To obtain a statistically significant result for each condition, five specimens were tested to evaluate the mechanical properties. The average tensile strength is 306.68 MPa and flexural strength is 194.75 MPa. Experimental Procedure The standard high-speed steel twist drill of 6 mm diameter with different point angles was used in the present investigation. Drilling operations were carried out on a MTAB make MAXMILL CNC machining center using HSS twist drill bit. Sensing signaled [thrust force (0-5000 N) and torque (500 Nm)] were measured using drill tool dynamometer (Make: IEIOS Model: 651).The photograph of experimental set-up is shown in Fig. 1. Response surface methodology RSM is the procedure for determining the relationship between various parameters and with the various machining criteria and exploring the effect of these process parameters on the coupled responses. The steps involved in this research work for the experimental investigation include the following : (i) identifying the important process control variables, (ii) finding the upper and lower limits of the control variables, viz., point angle (p), spindle speed (s), and feed rate (f), (iii) developing of the design matrix using box-behnken design and conducting the experiments as per the design matrix, (iv) recording the responses, viz., thrust force (th) and torque (tq), (v) the development of mathematical models, (vi) calculating the coefficients of the second order polynomials, (vii) checking the adequacy of the models developed, (viii) testing the significance of the regression coefficients, (ix) presenting the main effects and the significant interaction effects of the process parameters on the responses in two and three dimensional (3D surface, 3Dcube, interaction and contour plots) graphical form and (x) optimization of parameters for minimum value of responses. Design of experiments Design of experiments, or experimental design, is the design of all information-gathering exercises where variation is present, whether under the full control of the experimenter or not. The response variables, thrust force and torque were recorded for each run using drill tool dynamometer. The effect of the machining parameters is another important aspect to be considered. The detail of control variables and their levels (low, medium and high) used in the experiment are shown in Table 1. For getting quality holes and delamination free holes the levels were selected based on the literatures. For planning of experiments Box-Behnken design was preferred because it was mostly used for 3 level factorial designs. According to one block of Box-Behnken Table 1Assignment of the levels to the factors Level Point angle (°) Spindle speed (rpm) Feed rate (mm/rev) Fig. 1Photographic view of experimental set-up -1 0 +1 90 104 118 600 1200 1800 0.1 0.2 0.3 JAYABAL & NATARAJAN: DRILLING OF GLASS FIBER REINFORCED COMPOSITES design 12 runs were carried out. The schematic of Box Behnken design is shown in Fig. 2. The thrust force and torque values of responses measured using drill tool dynamometer for each run are given in Table.2. Nonlinear regression analysis In statistics, nonlinear regression is a form of regression analysis in which observational data are modeled by a function which is a nonlinear combination of the model parameters and depends on one or more independent variables. The data are fitted by a method of successive approximations. The statistical tool, regression analysis helps to estimate the value of one variable from the given value of another. The process variables in this response surface modeling are: x1u = p = point angle in degrees x2u = s =spindle speed in rpm x3u = f = feed rate in mm/rev The response variables in this response surface modelingare: yu =th or tq where th = thrust force and tq = torque. Results and Discussion Coefficient of determination In statistics, the coefficient of determination, R2 is used in the context of statistical models whose main purpose is the prediction of future outcomes on the basis of other related information. It is the proportion of variability in a data set that is accounted for by the statistical model. It provided a measure of how well future outcomes are likely to be predicted by the model. There are several different definitions of R2 which are only sometimes equivalent. One class of such cases includes that of linear regression. In this case, R2 is simply the square of the sample correlation coefficient between the outcomes and their predicted values, or in the case simple linear regression, between the outcome and the values being used for Fig. 2Basic Box-Behnken design of 3 factors 465 prediction. In such cases, the values varied from 0 to 1. An R2 of 1.0 indicated that the regression line perfectly fits the data. It is important to note that values of R2 outside the range 0 to 1 occurred where it was used to measure the agreement between observed and modeled values and where the "modeled" values are not obtained by linear regression and depending on which formulation of R2 is used. R-squared adjusted for the number of parameters in the model relative to the number of points in the design. A measure of the amount of variation is the mean explained by the model. Both the R-squared and related adjusted R-squared statistics should be close to one. A value of 1.0 represents the ideal case at which 100 percent of the variation in the observed values can be explained by the chosen model. The predicted R-squared estimates the amount of variation in new data explained by the model. It can be negative, but this is very bad and suggests that the model consisting of only the intercept is a better predictor of the response than this model. The closer to 1.0, the better the predicted R-squared. Predicted residual error sum of squares (PRESS), indicates how well the model fits the data. The PRESS for the chosen model should be small relative to the other models under consideration. Predicted R-squared is a measure of how good the model predicts a response value. It is computed as … (1) 1 - (PRESS/(SSmodel + SSresidual)) The adjusted R-squared and predicted R-squared should be within approximately 0.20 of each other to be in "reasonable agreement. The multiple correlation coefficients computed as Table 2 12 runs of box-Behnken design Run Point Spindle angle (°) speed (rpm) Feed rate Thrust (mm/rev) force (N) Torque (N-Cm) 1 2 90 90 1200 600 0.1 0.2 61.5 107 34 46.8 3 90 1800 4 90 1200 0.2 107 46.8 0.3 152.1 73.6 5 104 6 104 600 0.1 81.6 27.8 1800 0.1 81.6 27.8 7 104 1800 0.3 152.1 73.6 8 104 600 0.3 172.2 66.9 9 118 1200 0.1 101.7 21.5 10 118 600 0.2 147.2 33.8 11 118 1800 0.2 147.2 33.8 12 118 1200 0.3 192.3 60.1 466 1-SSresidual/(SSmodel + SSresidual)] INDIAN J. ENG. MATER. SCI., DECEMBER 2010 … (2) Adequate precision is a measure of the range in predicted response relative to its associated error, in other words a signal-to-noise ratio. Its desired value is 4 or more. Mathematical models The best model for the given set of data was suggested on the basis of fit summary (F-probability). The F-value was used to test the significance of adding new model terms to those terms already in the model A small p-value (probability >F) indicated that adding terms had improved the model. The mathematical relationship for correlating the responses thrust force (th) and torque (tq) and the considered process variables were obtained from the coeffients resulting from MINITAB 15 software. R-Squared value for thrust force is 99.1% and for torque is 99.4% th = 161 - 4.11 p + 0.0112 s + 528 f - 0.0838 sf + 0.0267 p2 + 0.000001 s2 … (3) tq = - 445 + 8.83 p + 0.0425 s + 189 f + 0.0279 sf – 0.179 fp - 0.0445 p2 - 0.000019 s2 … (4) Figure 3 shows the comparison graph from which the closeness of experimental values are observed. Analysis of variance (ANOVA) The initial techniques of the analysis of variance were developed by the statistician and geneticist R A Fisher in the 1920s and 1930s, and is sometimes known as Fisher's ANOVA or Fisher's analysis of variance, due to the use of Fisher's F-distribution as part of the test of statistical . Analysis of variance (ANOVA) is a collection of statistical models, and their associated procedures, in which the observed variance is partitioned into components due to different explanatory variables. Degrees of freedom are used to describe the number of values in the final calculation of a statistic that are free to vary. Estimates of statistical parameters were based on different amounts of information or data. The number of independent pieces of information that go into the estimate of a parameter is called the degrees of freedom. In general, the degrees of freedom of an estimate is equal to the number of independent scores that go into the estimate minus the number of parameters estimated as intermediate steps in the estimation of the parameter itself. The mean squared error (MSE) of an estimator is one of many ways to quantify the amount by which an estimator differs from the true value of the quantity being estimated. As a loss function, MSE is called squared error loss. MSE measures the average of the square of the "error." The error is the amount by which the estimator differs from the quantity to be estimated. The difference occurs because of randomness or because the estimator doesn't account for information that could produce a more accurate estimate. Mathematically, degrees of freedom are the dimension of the domain of a random vector, or essentially the number of 'free' components: how many components need to be known before the vector is fully determined.This design consisted of three factors, each at three levels. Fig. 3Comparison of actual and predicted responses JAYABAL & NATARAJAN: DRILLING OF GLASS FIBER REINFORCED COMPOSITES The analysis of variance (ANOVA) of the experimental data was done to statistically analyze the relative significance of the parameters, point angle (p), speed (s) and feed rate (f), under investigation on the response variables, the thrust force and the torque. The detailed analysis of variance (ANOVA) of the experimental data gave the valuable information regarding the significance of the factors under study on the thrust force and the torque. The point angle and the speed are the two significant factors that influence the thrust force in the experimental domain. The torque is affected by the point angle, feed rate and the interaction of the two. The significant factors and their interactions were then used to develop predictive equations for the thrust force and the torque using the regression analysis. It was evident that the thrust and torque models fit the experimental data reasonably well and can be used to predict the drilling forces while 467 drilling glass fiber reinforced (GFR) composite laminates. It has hereby been proven statistically that it is the speed and the drill point angle that significantly affect the drilling forces while drilling fiber reinforced polyester composite materials. ANOVA for thrust force model The Model F-value of 67.18 implies the model is significant. There is only a 0.27% chance that a "Model F-Value" this large could occur due to noise. If there are many insignificant model terms model reduction may improve the model. The ANOVA table for thrust force model is shown in Table 3. ANOVA for torque model The Model F-value of 126.13 implies the model was significant. There is only a 0.11% chance that a "Model F-Value" this large could occur due to noise. The ANOVA table for thrust force model is shown in Table 4. Table 3–ANOVA for thrust force model Source Sum of squares Degrees of freedom Mean square F value p-value probability > F Model 18112.79 8 2264.099 67.18193 0.0027 p 3235.297 1 3235.297 96 0.0023 s 50.55151 1 50.55151 1.5 0.3081 f 14655.58 1 14655.58 434.8705 0.0002 p-s 0 1 0 0 1.0000 p-f 0 1 0 0 1.0000 s-f 101.103 1 101.103 3 0.1817 2 54.75811 1 54.75811 1.624821 0.2922 2 s 0.08405 1 0.08405 0.002494 0.9633 f2 0 0 p Table 4 ANOVA for torque model Source Sum of squares Degrees of freedom Mean square F-value p-value probability > F Model 3854.207 8 481.7759 126.1339362 0.0011 p 338.2601 1 338.2601 88.55999057 0.0025 s 5.661613 1 5.661613 1.482268892 0.3104 f 3328.056 1 3328.056 871.3196192 < 0.0001 p-s 0 1 0 0 1.0000 p-f 0.3136 1 0.3136 0.082103734 0.7931 s-f 11.32323 1 11.32323 2.964537785 0.1836 2 151.9896 1 151.9896 39.79245746 0.0081 s2 98 1 98 25.65741676 0.0149 f2 0 0 p INDIAN J. ENG. MATER. SCI., DECEMBER 2010 468 Variance of design The standard error plot also called variance of design plot is shown in Fig. 4. These evaluation graphs were used to understand the prediction error of the design. Since these plots are generated before any data is collected, a standard deviation of 1 is used to calculate relative prediction error. In statistics, the variance inflation factor (VIF) is a method of detecting the severity of multicollinearity. More precisely, the VIF is an index which measures how much the variance of a coefficient (square of the standard deviation) is increased because of colinearity. Ideal VIF is 1.0. VIF's above 10 are cause for alarm, indicating coefficients are poorly estimated due to multicollinearity. Ideal Ri-squared is 0.0. High Ri-squared means terms are correlated with each other, possibly leading to poor models. If the design has multilinear constraints multicollinearity will exist to a greater degree. The presence of multicollinearity increases the VIF’s and the Ri-squareds. Due to imposed constraints, the design was only valid for a limited set of combinations. High VIF’s and high Risquareds were less of a concern. Power is an inappropriate tool to evaluate response surface designs. The variance of design for thrust force and torque models are given in Tables 5 and 6. Table 5 Variance of design for thrust force model Standard error 95% CI Low Factor Degrees of freedom Intercept 1 5.0275 p 1 s f 1 1 p-s p-f 95% CI High VIF 105.6627371 137.6623 2.052468 13.57812414 26.64188 1 2.052468 2.052468 -9.045625865 36.26937414 4.018126 49.33313 1 1 1 2.902628 -9.237467436 9.237467 1 1 2.902628 -9.237467436 9.237467 1 s-f 1 2.902628 -14.26496744 4.209967 1 2 1 4.104937 -7.83125173 18.29625 1.333333 2 1 0 4.104937 0 -12.85875173 13.26875 1.333333 p s f2 Table 6 Variance of design for torque model Factor Degrees of freedom Standard error 95% CI Low 95% CI High VIF Intercept p 1 1 1.692533 0.690974 50.6410991 -8.701488958 61.4139 -4.30351 1 s f p-s p-f s-f 1 1 1 1 1 0.690974 0.690974 0.977185 0.977185 0.977185 -1.357738958 18.19726104 -3.109840008 -3.389840008 -1.427340008 3.040239 22.59524 3.10984 2.82984 4.79234 1 1 1 1 1 p2 1 1.381948 -13.11547792 -4.31952 1.333333 2 1 1.381948 -11.39797792 -2.60202 1.333333 s Fig. 4Plot of Standard error design JAYABAL & NATARAJAN: DRILLING OF GLASS FIBER REINFORCED COMPOSITES Optimization of parameters Indirect optimization based on self organization (IOSO) is based on the response surface methodology approach. At each IOSO iteration the internally constructed response surface model for the objective is being optimized within the current search region. This step is followed by a direct call to the actual mathematical model of the system for the candidate optimal point obtained from optimizing internal response surface model. During IOSO operation, the information about the system behavior is stored for the points in the neighborhood of the extreme, so that the response surface model becomes more accurate for this search area. The following steps are internally taken while proceeding from one IOSO iteration to another: (i) the modification of the experiment plan, (ii) the adaptive adjustment of the current search area, (iii) the function type choice (global or middle-range) for the response surface model, (iv) the adjustment of the response surface model and (v) the modification of parameters and structure of the optimization 469 algorithms; if necessary, the selection of the new promising points within the search area. Statistical package Design Expert 7.1.6 was used to find the optimum parameters using IOSO. The optimized parameters for minimum thrust force and torque are shown in Table 7. The 3D response surface plot for thrust force and torque model are shown in Figs 5 and 6. Quality of drilled holes The quality of holes produced by drilling was studied using the images taken by Rapid I Machine vision system. Based on the images, the drilling delamination factor is determined by the ratio of the delaminated area (Ad) of the delamination zone to the ideal hole area (A). The schematic diagram of delamination analysis is shown in Fig. 7. The value of delamination factor for optimum condition is 1.152 which is lower than the 12 set of experiments and the image of drilled hole is shown in Fig. 8. The maximum value of delamination factor is 2.30 and this was obtained for maximum thrust force and torque values. Table 7 Optimum parameters Point angle (°) Spindle speed (rpm) Feed rate (mm/rev) Thrust force (N) Torque (N-Cm) Desirability 90 615 0.10 61.75 27.33 0.94 Fig. 53D surface plot of thrust force Fig. 63D surface plot of torque 470 INDIAN J. ENG. MATER. SCI., DECEMBER 2010 Fig. 7Schematic diagram of delamination analysis Conclusions Three main effects were p, s and f, second-order effects were p2, s2 and f2 and interaction effects were ps, sf and fp. All the terms were included in the mathematical model of responses for getting minimum standard error. Quadratic model was suggested based on F test for thrustforce and torque models. Response surface approach has been proposed to study the drilling characteristics of Eglass/polyester composite laminates. The following conclusions can be drawn from this study: (i) The thrust force depends on the drill point angle, speed and the feed rate and increases with the increase of point angle and feed rate. It was proven statistically using ANOVA that speed and feed rate interactions significantly influenced the drilling forces. (ii) The torque also depends on the drill point angle, speed and the feed rate and increases with the increase of point angle and feed rate. It was proven statistically using ANOVA that the interactions between point angle and feed rate and speed and feed rate were significantly influenced the drilling forces. Fig. 8Photograph of drilled hole for optimum conditions (iii) Predictive models for thrust force and torque were proposed (Eqs (3) and (4)) correlating the significant factors. It was observed that 90° drill point angle gives better results as compared to 104° and 118°. Acknowledgement Authors thank S Guru Sideswar, Indian Institute of Technology, Chennai for helping in fabrication and experimentation works. References 1 Faria P E, Campos Rubio J C, Abrao A M & Paulo Davim J, Int J Mater Product Technol, 37 (2010) 129-139. 2 Latha B & Senthilkumar V S, Mater Manuf Process, 24 (2009) 509-516. 3 Singh I, Bhatnagar N & Viswanath P, Int J Mater Des, 29 (2008) 546-553. 4 Ramulu M, Branson T & Kim D, Compos Struct, 54 (2001) 67-77. 5 Mathew J, Ramakrishnan N & Naik N K, Composites A, 30 (1999) 951-959. 6 Bhattacharya D & Horrigan D P W, Compos Sci Technol, 58 (1998) 267-283. 7 Chen Wen-Chou, Int J Mach Tools Manuf, 37 (1997) 1097-108. 8 Caprino G & Tagliaferri V, Int J Mach Tools Manuf, 35 (1995) 817-829. 9 Ilio A D, Tagliaferri V & Veniali F, Int J Mach Tools Manuf, 31 (1991) 155-165.