Newly Developed Soft Magnetic Composites for AC Applications with Reduced... Leonid Frayman, Stephen Quinn, Ryan Quinn, David Green
advertisement

Newly Developed Soft Magnetic Composites for AC Applications with Reduced Iron Losses.
Leonid Frayman, Stephen Quinn, Ryan Quinn, David Green
Allegheny Coatings / Ridgway, PA 15853. USA.
Francis Hanejko
Hoeganaes Corporation /Cinnaminson, NJ 08077 USA.
ABSTRACT.
A broad variety of AC applications may be considered from iron powders due to attractive
possibility to utilize 3D magnetic flux path when a reliable insulating coating, being sustainable at
elevated temperatures, can be applied towards each individual particle within soft magnetic
composite (SMC). With this regard, recently developed SMC that utilizes novel inorganic insulating
coating formulation is presented while its magnetic performance and some technological
characteristics are discussed with relation to applied processing parameters such as compaction
and annealing operational steps. Obtained results indicate that the novel SMC exhibits high
electrical resistivity that resulted in low Iron losses at elevated temperatures.
INTRODUCTION.
For more than two decades Soft Magnetic Composites (SMC) represent a constantly growing segment of
advanced particulate materials which are utilized for high performance electromagnetic components to be
applicable as a viable alternative to laminations for lowering iron losses at alternating current (AC)
conditions. While alternating current mode is undoubtedly more efficient at transformation of high
density power, it also offers simplified electromagnetic application design. For that reason, utilization of
ferromagnetic powdered materials (PM), being coupled with composite technology, gives opportunity to
form 3-D flux patterns, herewith leading to miniaturization of electromagnetic devices while permitting to
achieve superior power output of fabricated AC components. [1-4] Among many suitable applications for
soft magnetic composites (SMC) it worth to mention transverse flux machines, claw pole motors and
BLDC motors, high frequency transformers, fast switching solenoids, various sensors , inductor cores for
converters and diesel fuel injector stator cores, alternators and inverters for electric vehicles, etc. [2, 5-7]
In particular, for small electrical motors and high-speed electromagnetic actuators among other apparent
advantages of AC vs. DC approach, there are tangibly lower copper losses, no necessity for commutators’
use , efficient control of actuators’ acceleration, adjustable torque capability, and simplicity in installation
and maintenance. [3-4, 8-10] While particulate technology and PM materials have received considerable
recognition in direct current (DC) applications for automotive, electronic, and other industries [11-16], the
advent of SMC materials brought tangible benefits for both design and manufacturing practice. Among
referenced gains, there is more efficient output per electromagnetic devices’ size/weight/cost while
enabling desired flux concentration. [2, 5, 9] Hereto, the SMC approach provides relative simplicity in
production of net shape components, being combined with supplementary recycling capabilities. [9] On
the top of that, the PM approach for manufacturing of SMC applications results in obtaining of higher
iron fill factor with a simultaneous substantial decrease of iron losses within a broad range of frequencies
[4, 8, 10]
According to established SMC fabrication routes, iron-based particles are insulated either by polymer
coatings [17-19], and/or phosphate coatings [20-21], or hybrid organo-metallic oxide multi-layer coatings
[22-27] as well as by various types of inorganic coatings [28-31]. And the last but not the least, SMC
fabrication techniques expand flexibility in ferromagnetic substrates selection while introducing a
specially engineered alloying material compositions like Fe-Si, Fe-Ni, Fe-Si-Al, etc. material systems.
[30-32] However, there are certain practical limitations in a broad usage of metal compositions, e.g.
nanocrystalline soft magnetic materials and /or produced by metal spinning process amorphous powders
can be quite costly and technologically challenging for parts in a mass production. [3, 33]
Through already customary PM way of SMC materials fabrication, the surface of applied iron powder
particles is quite frequently treated by phosphoric acid and its derivatives while is creating an electrically
insulating layer. [20, 22, 28] Referenced phosphorous-based compounds significantly enhance the
resistivity of the compact but are limited to a maximum curing temperature of approximately 425°C to
500°C (797 to 932oF). [21] In general, both phosphate and polymer coatings used to isolate the individual
iron particles cannot withstand curing temperatures higher than 700oC (1290oF). [28, 31]
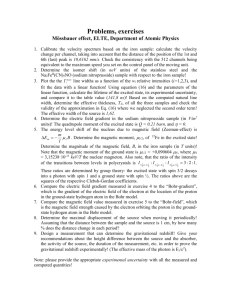
The iron loss comprises both hysteresis loss as well as eddy current loss, cumulative effect of which is
exhibited on Figure 1, and depicted by equations {1} and {2}. [7,15,34]
+
Hysteresis Loss = k1·f · {Hysteresis Loop Area)
where k1 - constant; f –frequency.
{1},
Eddy Current Loss = k2·f2·B2·d2 / ρ
{2},
where k2 - constant; f - frequency; d - thickness
of the material; B – magnetic induction; and
ρ - electrical resistivity.
Figure 1. Total Iron Core Losses at Various Frequencies. (Ref. [7, 15, 34])
To diminish eddy current losses, each iron or iron-based ferromagnetic particle within SMC compositions
should be ideally covered by isolative coating; the latter one must possess a high level of electrical
resistivity. [28, 31-33] Due to SMC powder design concept, the presence of a none-metallic insulation
coating creates certain issues specifically a lower permeability, being linked to generation of a distributed
air gap. [35-36] For this reason, the presence of such distributed air gap has to be taken in account for
proper design of certain electromagnetic applications with SMC utilization. For instance, presence of the
distributed air gap, being associated with SMC insulation coatings, may provide certain benefits like
allowing higher DC- current level to be applied before magnetic saturation occurrence, i. e. helping to
avoid rapid or so-named “sharp” saturation, which is quite inherent to discrete air gap. [35, 37] Also,
distributed air gap, being caused by insulating coating layer around iron particles within SMC, can also
diminish fringe losses in comparison to presence of discrete air gap, hereby minimizing localized
heating (which is pretty natural for discrete air gap designs), and correspondingly boosting efficiency of
electromagnetic applications, especially with growth of applied AC frequencies. [38] Hereto, in
applications like BLDC motors, in which permanent magnets are utilized in the magnetic circuits with
relatively sizable air gap, the lower permeability of SMC (vs. steel laminations) material is not significant.
The rational for that are those circuits by design are run mainly by very low permeability values within air
gap, where inherent for SMC isotropic magnetic properties allow designer to create shape of the motor to
be conformant to the shape of the particular application, hereby offering more compact space for the
whole assembly. [5, 8-10]
Because of inherent lower magnetic permeability, would SMC components be chosen to compete on
magnetic performance at either adequate level or to be better than steel lamination assemblies, the higher
densities of fabricated SMC components should be improved; then, correspondingly, magnetic induction
is going to be increased as well as permeability. [2, 5, 15, 36] With this regard, in order to obtain higher
density level for SMC application, an insulation coating advised to be quite thin [28, 36] In the same time,
high compaction pressures utilized for attaining of high components’ density level lead to significant cold
working of the iron powder core material, which in its turn negatively affects SMC structurally-sensitive
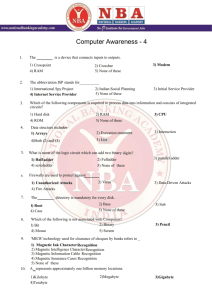
magnetic properties like coercive force, and associated with that permeability. [32, 39] Based on results
of the study [40] dedicated to earlier developed oxide-coated SMC, Figure 2 presents the effects applied
processing parameters on resulting magnetic properties. Figure 2a reflects effect of raising compaction
pressure towards density increase, and in parallel to that also demonstrates growth of the DC coercive
force. Per referenced work as well as findings from some other studies, appearance of cold work stresses
caused by compaction even at relatively low molding pressures result in sizable increase of coercive
force. [38-41] For that reason, following compaction thermal treatment (which is often mentioned as
either “annealing” or “curing”) has been applied in order to eliminate away the deleterious effects of cold
work, deriving from the compaction.
b.
a) Effect of compaction pressure on
component density and coercive force.
b) Effect of annealing temperature on coercive
force [reference 6] and Magnetic Permeability.
Figure 2. Effect of Processing Parameters (Compaction Pressure and Annealing Temperature) on
Magnetic Properties of SMC with Organo-Metallic Coatings (Ref. [40])
Thus, curing within the range of temperatures from 450oC (840oF) to 650oC (1200oF) showed a rather
significant decrease in coercive force and corresponding growth of permeability related to escalation of
annealing temperature as depicted at the Figure 2b. [40] Although aforementioned temperature is well
below the industrial norms for annealing, of which for conventional laminated steels typically over 700oC.
[38] Apparently, limitations to “anneal” the SMC compact at desirably higher temperatures associated
with potential risk of insulation coating destruction may result in bigger hysteresis losses, herewith
increasing the total core loss of the electromagnetic devices. In order to increase the “curing” temperature
of SMC materials, several endeavors have been exercised including developed techniques to utilize
Magnesium Oxide based coatings as well as Magnetite type oxides created during the atomization of the
iron powder and silicon based coating. [26-27, 31] Each of these approaches, although being good effort
by itself, expose an inherent drawbacks such as increased compaction pressures to achieve a minimum
density or high cost to produce SMC applications in mass production by using such coatings. For that
reason, cost-efficient sustainable annealing thermal treatment is of a critical importance for stresses relief
and reduction of other processing distortions associated with fabrication of electromagnetic AC
applications. [28, 38, 42] Thus, in the study [38] it is suggested that the higher temperature of annealing
thermal treatment can be applied, the more efficient is processing stresses removal happens. However in
the case of SMC fabrication approach, would excessive temperatures be applied onto SMC artifacts at
referenced annealing thermal treatment, it may cause either degradation or even disintegration of the
coating insulation layer around iron particles. With this regard, increase of the thermal resistance of
insulating coating should lead to enhanced “survivability” of SMC at higher annealing temperature. [28,
32, 41-42] Therefore, enhancement of referenced coating’s characteristic is of a great importance towards
next generation of SMC materials and its processing techniques. Besides that, optimal insulation coating
for SMC applications mass manufacturing should provide a relative ease of fabrication, the capability of
uniform deposition of the coating on the powder, but in the same time it should expose good resilience
and adequate strength in order to sustain shaping compaction pressure, plus thermal expansion
compatibility of insulating coating towards the SMC‘s iron powder substrate.
With this regard, recently developed SMC materials that utilize novel inorganic insulating coating
formulations are presented in this study and reported below for potential consideration of designers and
fabricators of soft magnetic applications. Obtained SMC magnetic performance data are discussed with
relation to processing parameters of certain applied operational steps like compaction and annealing.
EXPERIMENTAL PROCEDURE.
Recently designed and developed novel formulations (designated as “H” and “I”) have been used as
inorganic electrically insulating coating, by applying them onto iron powdered particles via direct
deposition. As a pertinent pre-operational step, the high purity iron powder was pre-treated with a dilute
etching solution in order to remove surface oxidation and other impurities. The particulate mass was then
heated to facilitate the dispersion of the liquid novel formulations onto the surface of the iron powder
particles. For that purpose, either “H” or “I” novel coating formulation and iron powder have been mixed
up in order together until reaching uniform dispersion, and then obtained powder mix while thoroughly
prepared was dried creating an insulation coating around iron particles.
Once coated, the iron powder was premixed together with newly developed powder lubricant,
AncorMax225® [42] for subsequent compaction, then shaped into standard transverse rupture strength
(12.5 mm x 12.5 mm x 32 mm) specimens, and magnetic toroids (36 mm OD x 25 mm ID x 6 mm tall) at
93°C (199oF) die temperature, and compaction pressures of 830 MPa . Finally, the green specimens were
annealed /cured over a range of temperatures to investigate the potential magnetic performance
enhancements from the applied novel coating formulations relative to SMC type materials, targeting low
to medium frequency AC applications. Within referenced magnetic studies, evaluated curing/annealing
temperatures were correspondingly set to be 450°C (842°F), 540°C (1004°F), 650°C (1202°F), and 760
°C (1400°F) with utilization of 100% nitrogen, whereas also a specially formulated gaseous atmosphere
have been used within the annealing furnace. In addition, transverse rupture strength of fabricated SMC
compositions have been measured done in conformity to MPIF Standard 41. [43] The transverse rupture
strengths (TRS) bars were also used to evaluate both green and cured density as well as resistivity of the
obtained compositions after the various curing conditions. As it known, resistivity can characterize the
quality of inter-particle insulation within SMC compositions. [28, 31] The resistivity of fabricated TRS
specimens was measured via the four-point probe technique utilizing a Keithley AC Resistance Bridge in
line with ASTM Test Method A712-75. For the performed magnetic studies, toroidal-shape specimens
once cured were wrapped with 40 secondary turns of 28 gauge enamel coated copper wire. Then, a
second layer of insulating tape was wrapped atop the secondary windings, and lastly 200 primary
winding turns of 22 gauge enamel coated copper wire were wrapped onto tested toroids. Magnetic testing
(both AC and DC) of the toroids was accomplished using an automatic hysteresisgraph (model SMT 700,
Magnetic Instrumentation, Inc.). The DC portion of the measurements has been performed in accordance
to ASTM A773/773-M1, and AC measurements have been done in compliance to ASTM A927/927-M99
at frequencies up to 1000 Hz and induction level of 1 Tesla. In addition, a dilatometeric study has been
done in line with ASTM Standard E228 for comparative evaluation of coefficients of thermal expansion
(CTE) of the novel insulating coatings vs. CTE of the pure iron.
RESULTS AND DISCUSSION.
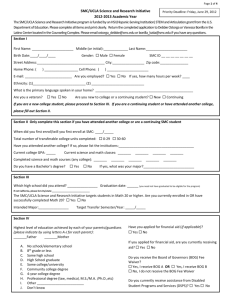
As it was noted in earlier performed study [44], the newly developed coating formulations “H” and “I”
are capable of withstanding processing temperatures up to 1800-1950oF (980-1065oC) when used as a
porosity sealant in PM parts. This high temperature capability is linked to its chemical content and
fabrication processing technique (Figure 3).
a.
b.
Fig. 3. Appearance of the Insulation Film “H” (a) and the Insulation Film “I” (b) After Heat
Treatment, being performed at 870oC (1600oF) in Ambient Air Atmosphere (Batch Furnace)
Conditions.
In addition to their ability to withstand high annealing temperatures, a key for their use as an insulative
powder coating is the capacity to have coefficient of thermal expansion (CTE) matching that of the base
iron material. Based on the performed preliminary dilatometer study, Figure 4 exhibits the thermal
expansion data for the referenced above novel coatings, namely, “H” and “I” coatings films in
comparison to CTE of a 7.2 g/cm³ green density high purity iron powder compacted with admixed
pressing lubricants, being measured in the same conditions. The thermal expansion of the experimental
coatings is linear from room temperature to 750 °C (1400oF] as it exposed at Figure 4, whereas the CTE
graph of the compacted iron bars shows a non-linear behavior at 400°C (752oF]; such non-linearity is a
result of lubricant burn-off. [45] It is apparent that without the admixed lubricant the pure iron would also
be linear except temperatures of polymorphic transformations. Thus, the significance for the coating and
for the iron powder compact to bear practically the similar CTE is to eliminate potential cracking of that
coating during heating or cooling cycles while annealing/curing process is applied, because cracks
occurrence in the coating may result in iron particle-to-particle contacts, hereby, inducing eddy current
losses and correspondingly leading to high AC magnetic losses.
Figure 4. CTE of Insulation Films “H” (a) and “I” vs. CTE of Cold Compacted Iron Powder.
Resistivity of the new SMC materials have been evaluated as a function of annealing/curing temperature,
and obtained results are presented in Figure 5. It has been suggested that maintaining resistivity at least at
10,000 µῼ·cm level should minimize eddy current losses at AC test conditions. [28]
Figure 5. Resistivity of SMC with unique coating “H” as a function of curing temperature.
As it shown at Figure 5, the SMC with developed coating “H” exhibited resistivity of 15,000-17,000
µῼ·cm when cured at 650°C, and correspondingly 21,000 µῼ·cm that was measured for the SMC
composition with applied coating “I”. Those values are significantly higher than the standard AncorLam
material at the same temperature, and superior to AncorLam at an even lower curing temperature, such as
at 450°C. [46-48] However, by an increase of annealing/curing temperature of the experimental novel
coatings up to 760°C resulted in a lower resistivity of approximately 1000 µῼ·cm, suggesting that
annealing at 760°C causes excessive AC magnetic losses. These initial results were developed by
application of annealing/curing operational steps at protective furnace atmosphere, containing 100%
nitrogen. Additional experimentation was also performed at 650 °C using a modified furnace
atmosphere; the results of this modified atmosphere showed a resistivity growth up to approximately
40,000 µῼ·cm.
Magnetic toroids were also compacted and annealed using the two atmospheres and a temperature range
up to 870 °C. The coercivity data at 1 Tesla for both DC and AC conditions (at 50 Hz) are shown in
Figure 6. DC coercivity is an approximate measure of the hysteresis loss; thus, lower coecivity values
for PM soft magnetic applicationl are preferred because, as it known, provide increase of permeability. [3,
5,7, 36] However, it is also important to keep the AC coercive force as low as possible due to the fact that
growth of Hc values in AC indicate an increase of eddy current losses. [28, 48-49]. Ideally, the DC
coercive force would be identical to AC coercive force measurement. In this study, as it shown at Figure
6, the SMC materials that employed novel coating “H” showed a DC coercivity decreases from 350 A/m
at 450C to 200 A/m at 650°C. With the application of a 650°C-curing cycle, the coercivity (H c ) remained
approximately equal for both DC and AC testing hereby implying the beneficial effect of annealing at 650
°C and the fact that the novel insulation has not degraded at that applied annealing temperature. Hereto,
annealing at 650°C shows a significant decrease in Hc value from the “as pressed” condition. An
increase of the annealing temperature above 650 °C produced only minor decreases in the DC coercive
force vs.the 650 °C condition. However, the AC coercivity has been increased at 760°C and even more at
870°C, implying greater eddy current losses.
Figure 6.
Coercive force of unique coating “H”, being measured via DC and AC (50 Hz).
Table 1 presents the magnetic data for both the standard AncorLam and for SMC, being coated by novel
coating formulations “H” and “I”.
Table 1 .
Magnetic Data for Various Materials
SMC Specimens with Novel Coating
(Pamlico 1092H and Pamlico 1092I]
Compositions at 100% nitrogen
protective atmosphere.
AncorLam*
Pamlico 1092H
Pamlico 1092I
At Modified
Furnace
Protective
Atmosphere
Pamlico 1092H
Annealing/ Curing Temperature, °C
Properties &
Characteristics
450
650
450
650
760
650
650
Density, g/cc
7.45
7.45
7.2
7.2
7.25
7.15
7.26
Permeability
500
800
140
185
200
155
190
Hc (DC), A/m
340
190
340
190
190
160
165
Hc (50 Hz), A/m
370
>1000
350
210
272
200
170
6
30
9
5
8
5.5
4.5
Hc (400 Hz), A/m
400
>1000
390
330
720
365
190
Core Loss @ 400 Hz
and 1T, w/kg
59
>1000
86
60
160
74
40
Core Loss at 1 kHz
and 1 Tesla, w/kg
170
>1000
225
180
NA
274
110
Resistivity, µῼ ·cm
8000
<100
21000
15000
124
(18000)
>172
(>25,000)
72
(10500)
28
(4000)
Core loss, @ 50 Hz
and 1 T, w/kg
TRS, MPa (psi)
11000
29
(4250)
33
(4750)
44
(6330)
*
AncorLam – Trademark SMC product of Hoeganaes Corporation (Cinnaminson, NJ. USA)
At the present stage of development, these novel coatings seems to be somehow thicker than the coating
used in the standard AncorLam SMC type materials; thus, resulting in lower compacted density.
Correspondingly, such lower density causes reduced permeability, leading to the need of using higher
applied fields in order to achieve the same level of magnetic induction. The strength of the new coatings
is lower than the conventional AncorLam SMC material. At the same time, it has been noticed that the
higher annealing temperature shows only minor increases in strength suggesting that the coating is mostly
intact but regions of particle-to-particle contacts may emerge herewith creating the higher eddy current
losses. In consequence of this fact, strength improvement is going to be as one of the focused areas for
future development efforts. Also presented in Table 1 are data exhibiting the magnetic performance of
SMC with the novel coatings but at modified gaseous atmosphere conditions within the annealing
furnace. Referenced modification of furnace’s gaseous atmosphere has exhibited the lowest core loss
properties of evaluated novel SMC materials. Referenced modified atmosphere combined with a 650°C
annealing cycle showed a total core loss of 4.5 w/kg at 50 Hz and 1 Tesla conditions, and core loss of 40
w/kg at 400 Hz and 1 Tesla testing parameters. There was noted a slight increase in the coercive force
from the value 170 A/m up to 190 A/m as the frequency has been growing from 50 to 400 Hz. However,
this minor increase implies that hysteresis losses are the major component of the total losses at 400 Hz
and 1000 Hz.
Shown in Figure 7 is the metallographic analysis of this the novel SMC coating after annealing at 650 °C.
A well-defined particle coating is evidently surrounding each particle.
Figure 7. Unetched microstructure of insulated material annealed at 650°C.
CONCLUSIONS AND RECOMMENDATIONS.
From the performed study the following conclusions can be made:
1. Novel insulating coatings as the integral part of SMC material, have been investigated with
regard to its potential utilization for AC applications within range of frequencies of 1 KHz and
below. Results demonstrate high electrical resistivity of newly developed novel coatings at
expanded range of post-compaction annealing temperatures up to 650°C that resulted to sizably
diminished iron losses of SMC specimens.
2. Curing at 650°C substantially reduces the DC coercive force. Higher temperatures up to 800 °C
show minor improvements above the 650°C temperature in mechanical strength. However, with
the current level of development of the novel coatings curing at 760°C results in excessive eddy
current losses and subsequently higher total losses.
3. A modified curing atmosphere showed significant improvement in the magnetic losses. The
losses measured were the lowest throughout this evaluation and the losses measured were
primarily hysteresis losses.
4. Maintaining a bulk resistivity greater than 10,000 micro-ohm-cm is crucial to maintain reduced
total magnetic core losses.
FUTURE WORK.
The test results reported in current study present the initial development of this new magnetic coating.
Future work to be done includes
1. Optimization of the coating physical characteristics, the coating amount and coating process.
2. Further optimization of the annealing temperature and furnace conditions for optimal magnetic
and mechanical property performance.
3. Improvement of the as annealed strength of the compacted iron powder to levels achieved with
commercial SMC products.
REFERENCES:
1. K. S. Narasimhan, M.L. Marucci, C. Shade, “Advancements in Isolated Powder Composites for
Soft Magnetic Applications”, Advances in Powder Metallurgy and Particulate Materials – 2012,
Metal Powders Industry Federation, Princeton, NJ,2012, Part 10, pp.1043-1050.
2. O. Andersson, A.G. Jack, “Iron Powder in Electrical Machines – Possibilities and Limitations”,
Powders Industry Federation, Princeton, NJ, 2001, Part 7, pp.26-35.
3. L. Hultman, Z. Ye, ”Soft Magnetic Composites –Properties and Applications”, Advances
in Powder Metallurgy and Particulate Materials, Metal Powders Industry Federation, Princeton,
NJ, 2002,Part 14, pp. 26-38.
4. L. Hultman, O. Andersson, “Advances in SMC Technology –Materials & Applications”,
presented at EPMA Conference EURO PM2009 in Copenhagen, Denmark . October, 2009. 6p.
5. M. J. Dugan, J. Morato, “Sintered Soft Magnetic Materials for Low-and High-Frequency
Applications”, Advances in Powder Metallurgy and Particulate Materials – 2004, Metal Powders
Industry Federation, Princeton, NJ, 2004, Part 10, pp.205-207.
6. M.L. Marucci, K. S. Narasimhan, “Advances, Applications, and Opportunities for Coated Iron
Powder for Electromagnetic Applications”, Advances in Powder Metallurgy and Particulate
Materials – 2003, Metal Powders Industry Federation, Princeton, NJ, 2003, Part 9, pp.1-12.
7. K. S. Narasimhan, F. G. Hanejko, M. L. Marucci, “Growth Opportunities with Soft Magnetic
Materials”, presented at 2008 Powder Metal World Congress & Exhibition (Washington, DC.
USA),GKN-Technical Library; http://www. GKN/hoeganaes//Technical- Library//. 8p.
8. L. Petkovska, and G. Cvetkovski, “Soft Magnetic Composite Core –A New Prospective for
Small AC Electric Machines”, Proceedings of the 11th Spanish-Portuguese Congress on Electrical
Engineering (XI-CHLIE. July 1-4, 2009. Zaragoza, Spain), Electronic
Communications, www.aedie.org/11chlie-papers, 7p.
9. L. Hultman, A.G. Jack, “Soft Magnetic Composites – Motor Design Issues and Applications”,
Advances in Powder Metallurgy and Particulate Materials – 2004, Metal Powders Industry
Federation, Princeton, NJ, 2004, Part 10, pp.194-204.
10. M. Persson, G. Nord, L. Pennander, G. Atkison, A. G. Jack, ”Development of Somaloy
Components for BLDC Motor in Scroll Compressor Application”, Presented at Powder
Metallurgy 2006 World Congress & Exhibition-Sept. 2006. Busan, Korea.2006. pp 804-805.
11. K.H. Moyer, “Selection of Powders and Processing for PM Soft Magnetic Components”,
Advances in Powder Metallurgy, Vol. 2., Metal Powders Industry Federation, Princeton, NJ,
1990,pp.385-399.
12. Lall, “Soft Magnetism, Fundamentals for Powder Metallurgy and Metal Injection Molding”,
Monograph in PM Series No2, 1992, Metal Powder Industry Federation, Princeton, NJ.
13. C. G. Oliver, H.G. Rutz, “Powder Metallurgy in Electromagnetic Applications”, Advances
in Powder Metallurgy and Particulate Materials, Vol. 3, Part 11, Magnetic Materials, Metal
Powders Industry Federation, Princeton, NJ, 1995,pp.87-102.
14. L. Frayman, D. Ryan, J. Ryan, “Selecting PM Soft Magnetic Materials”, Metal Powder Report,
Vol. 52, No 4, 1997, pp. 32-36.
15. H. G. Rutz, F. G. Hanejko, and G. W. Ellis, ”The Manufacture of Electromagnetic Components
by the Powder Metallurgy Process”, Advances in Powder Metallurgy and Particulate Materials 1997, Metal Powders Industry Federation, Princeton, NJ, 1997, 18p.
16. L. Frayman, D. Ryan, J. Ryan, “Modified PM Soft Magnetic Materials for Automotive
Applications”, SAE Technical Paper #980333-1998, SAE International Inc., Warrendale, PA,
1998 8p.
17. R. W. Ward, D.E. Gay, U.S. Patent #5,211,896 (Jun. 7, 1991).
18. S. Pelletier, L-P. Lefebvre, C. Gelinas, “Resin Impregnation of Soft Magnetic Materials for Low
Frequency Applications”, Advances in Powder Metallurgy and Particulate Materials – 1997,
Metal Powders Industry Federation, Princeton, NJ, 1997, pp. 27-36. [Resin Coating]
19. H.G. Rutz, C. Oliver, F.G. Hanejko, B. Quin, U.S. Patent #5,268,140 (Dec.7, 1993).
20. P. Jansson, L-A. Larsson, U.S. Patent #6,348,265 B1 (Feb.23, 1996).
21. R. Nolan, “Electrically Insulating Phosphate Coatings for Iron Powder Based Electromagnetic
Core Applications”, Massachusetts Institute of Technology, Department of Mechanical
Engineering, 2009 - 24 pages.
22. F.G. Hanejko, H. Rutz, U.S. Patent 5,063,011 A (Jun. 12, 1989).
23. Z. Ye, O. Andersson, U.S.# 7,455,905 B2 (Sep. 9, 2003).
24. F.G. Hanejko, G. Ellis, U.S. Patent 6,372,348 B1 (Nov. 23, 1998)
25. L. Kjellen, A. Ahlin, L. Hultman, O. Andersson, European Patent #EP1700319 A1 (Dec. 29,
2003)
26. M. Kejzelman, B. Skarman, P. Skoglund, O. Andersson, P. Knutnsson, H. Vidarsson, European
Patent # 1575726 A1 of Aug. 19, 2010 (Priority date Dec. 22, 2003
27. C. Elgelid, L. Westberg, A. Larson, US Patent # 6,562,458, 2003.
28. T. Maeda, H. Toyoda, N. Igarashi, K. Hirose, K. Mimura, T. Nishiocka, and A. Ikegaya,
“Development of Super Low Iron-Loss P/M Soft Magnetic Material”, SEI Technical Review, No
60, June 2005, pp.3-9.
29. D. Lashmore, G. Beane, L. Deresh, Z. Hua, U.S Patent #6,251,514 (Feb.11, 1999).
30. S. Hirai, T. Sueyoshi, M. Amemiya, U.S. Patent #4,390,361 (Jul. 1983).
31. K. Narasimhan, C. Schade, “Iron-Silicon Water Atomized Powders for Electromagnetic
Applications”, The PM2014 World Congress on Powder Metallurgy and Particulate Materials,
Metal Powder Industries Federation, Metal Powders Industry Federation, Princeton, NJ, 2014,
Part 10. pp. 1917-1927.
32. T. Ishimini, A. Watanabe, T. Ueno, T. Tokuoka, “Development of FeAlSi Low Iron Loss Soft
Magnetic Iron Cores”, Advances in Powder Metallurgy and Particulate Materials, Metal Powder
Industries Federation, Metal Powders Industry Federation, Princeton, NJ, 2014, Part 9. pp. 16481658.
33. R. Bures, M. Faberova, P. Kollar, J. Fuser, M. Steckova, “ Mircrostructure and Fracture Magnetic
Composite with Vitroprem Addition”, Powder Metallurgy Progress, Vol. 12, No #, 2012, pp.
181-186.
34. R. Bozorth, Ferromagnetism, Published by Van Nostrand Company, Princeton, NJ. 1951 p. 14.
35. A. Chow , “ Inductor Core Material: The Heart of an Inductor”, Power Electronics, No. 1, 2004.
5p. http://powerelectronics.com//Inductor-core-material//
36. Z. Ye, ”Modeling and Experimental Analysis of Core Losses of SMC Components”, Advances
in Powder Metallurgy and Particulate Materials – 2014, Metal Powders Industry Federation,
Princeton, NJ, 2014, pp.1641-1648.
37. H. L.Chan, K.W.E. Cheng, T. K. Cheung, C.K. Cheung, “Study on Magnetic Materials Used in
Power Transformers and Inductors”, Proceedings of 2006 2nd Power Electronics Systems and
Applications (Nov. 12-14, 2006), IEEE, Hong Kong. Pp. 165-169.
38. F.J.G. Landgraf, M. Emura, ”Losses and Permeability Improvement by Stress Relieving Fully
Processed Electrical Steels with Previous Small Deformations”, Journal of Magnetism and
Magnetic Materials, Nov. 2420245, 2002, pp. 152-156.
39. F. G. Hanejko, H.G. Phan, H.G. Rutz, T.L.Stuart, “Powder Metallurgy Materials for AC
Magnetic Applications”, presented at 1996 Powder Metal World Congress & Exhibition
(Washington, DC. USA) 1996. 11p. GKN-Technical Library; http://www.
GKN/hoeganaes//Technical- Library//.
40. Hanejko, G. Ellis, T. Hale, “Application of High Performance Material Processing –
Electromagnetic Products”, PM2TEC'98 International Conference on Powder Metallurgy &
Particulate Materials May 31-June 4, Metal Powders Industry Federations, 1998. 16p.
41. F. Hanejko, M. Marucci, “Soft Magnetic Materials Utilizing via Conventional and Warm
Technology”, SAE Technical Paper ##2003-01-0448, SAE International Inc., Warrendale, PA,
2003. 7p.
42. F. Hanejko, ”Development of New Soft Magnetic Composite Material Processing Higher Levels
of Magnetic and Mechanical Performance”, Advances in Powder Metallurgy and Particulate
Materials – 2014, Metal Powders Industry Federation, Princeton, NJ, 2014, pp. 1897-1903.
43. MPIF Standard 35 2012 Edition, Material Standards for PM Structural Materials, Published by
Metal Powder Industries Federation, Princeton, NJ, 2012, pp. 66 – 67.
44. L. Frayman, S. Quinn, B. Smith “ Effect of Inorganic Sealer Vacuum Impregnation on
Dimensional Changes and Properties of Heat Treated PM Structural Steels”, Presented at
PowderMet 2012 Int’l Conference (June 2012, Nashville, TN, USA) and published at
Proceedings of International Conference on Powder Metallurgy & Particulate Materials, Metal
Powder Industry Federation, , Princeton, NJ, 2012, 16 p.
45. F. Semel, “Process Determining the Dimensional Change of PM Steels”, Advances in Powder
Metallurgy and Particulate Materials - 2001, MPIF, Princeton, NJ, pp. 5-113 to 5-135..
46. K.S. Narasimhan, M. Marucci , F. Hanejko, “ Effect of Particle Size and 2P2C Technology on the
Soft Magnetic Properties of Composite Iron Compacts”, Presented at APMA Int’l Conference in
Yokohama, Japan. Oct. 2012. 7p.
GKN-Technical Library; http://www. GKN/hoeganaes//Technical- Library//
47. Insulated Powder Composites – Characteristics and Electromagnetic Application Guidelines,
2012, Hoeganaes Corporation Technical Brochure – www.hoeganaes.com
48. K.S. Narasimhan, S.Clisby, F.G. Hanejko, “Soft Magnetic Insulated Irons in Electromagnetic
Applications’, presented at EPMA int’l Conference EURO PM2010 in Florence, Italy . October,
2010. 5p.
49. K. Narasimhan, F. Hanejko, M. Marucci,”Soft Magnetic Material for A.C. Application”, 6p.
GKN-Technical Library; http://www.GKN. com/hoeganaes//Technical- Library//AncorLam Technical
Publications/Hoeganaes Corporation. 2015.