HOT STOVE OXYGEN-ENRICHED COMBUSTION IN AN IRON-MAKING PLANT
advertisement

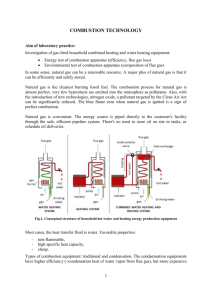
The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF HOT STOVE OXYGEN-ENRICHED COMBUSTION IN AN IRON-MAKING PLANT Chuan Wang1,*, Andy Cameron2, Axel Bodén1, Jonny Karlsson3, Patrick Lawrence Hooey1,4 1,* Centre for process integration in steelmaking Swerea MEFOS, Luleå, Sweden Chuan.Wang@swerea.se 2 Linde Gas, The Priestley Centre, 10 Priestley Road Guildford, Surrey England Andy.Cameron@linde.com 3 SSAB EMEA Luleå Sweden Jonny.Karlsson@ssab.com 4 University of Oulu (Adjunct Professor) Oulun Yliopisto Finland * corresponding author ABSTRACT The presented paper investigates the application of oxygen-enriched combustion in hot stoves in an iron-making plant. The enriched oxygen is used to reduce the consumption of the high calorific value gas of COG while maintaining the same flame temperature in the hot stoves as the reference case. The investigation is carried by using a spreadsheet hot stove model. Compared to the conventional oxygen-enriched combustion, higher stove efficiency can be achieved when heat exchanger is installed to recover the sensible heat in flue gas by preheating combustion air and BFG; higher stove efficiency can also be achieved when parts of flue gas are recirculated to hot stoves. For the studied plant, it indicates that heat exchanger has a better effect than flue gas recirculation in terms of stove efficiency. However, it has been noticed that flue gas recirculation can help to concentrate CO2 content in the flue gas, which will be essential for the carbon capture in the BF iron-making process. Keywords: oxygen-enriched; hot stoves; blast furnace (BF); flue gas recirculation 1. INTRODUCTION Recent years energy intensive processes have shown their great interests on applying oxygen-enriched/oxy-fuel combustion technology to industrial furnaces. Compared to airfuel combustion, oxygen enrichment requires less fuel for reheating in commercial installations due to the reduction in heat losses to the fuel gas associated with reduction or -1- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF elimination of nitrogen from the process gas stream. The theory of oxygen-enriched combustion can be found in [1]. There are also some other advantages for using oxygenenrichment combustion technologies, such as lower NOx emissions, higher productivity, improved temperature stability and heat transfer [2]. In process of iron-making, hot stoves are often used to preheat air which is used in the blast furnace (BF). Hot stoves work as counter-current regenerative heat exchangers. The preheated air is called hot blast. The hot stoves typically use low calorific blast furnace gas (BFG) combined with higher calorific value cove oven gas (COG). BFG is generated from BF when producing hot metal. COG is a valuable fuel being high in hydrogen (H2) and methane (CH4). For an integrated steel plant, COG is often delivered from the coking plant where coke is produced. Compared to the conventional air-fuel hot stoves, less N2 will be generated which will absorb less reaction heat from the combustion. This will lead to a higher adiabatic flame temperature (AFT) with the same amount of fuel gas. As for the hot stove, therefore, a higher blast temperature can be achieved. On the other hand, the low caloric value fuel gas can also be combusted alone without mixing with enrichment gas, such as COG, LPG or NG, to get the same flame temperature with the use of oxygen enrichment instead. For the second option, Bisio et al. [3] made an analysis on the basis of second laws of thermodynamics. The presented paper is to investigate the potential of using oxygen enrichment in hot stoves at an integrated steel plant. The stove efficiency and fuel consumptions by using air-fuel and oxygen-enriched combustion are calculated and compared. In addition, a new concept, oxygen-enriched combustion with flue gas recirculation into hot stoves under specific conditions, is also presented and compared with conventional oxygen-enriched combustion. 2. Description of hot stove model 2.1 Hot stove – BF system at the studied plant A simple structure of hot stove and blast furnace is presented in Figure 1. The hot stove in the figure includes two separate parts, i.e. the combustion chamber and check chamber. They work as a counter-current regenerative heat exchanger. The fuel gas is first combusted in the combustion chamber. The flue gas passes through the check chamber and heats it up, then leaves the stack to the ambient. This progress is often call on-gas time. When it is ready, the blast time is started. During the blast time, the cold blast is blown into the system in an opposite cycle, and is heated up by the check chamber. It then passes through the combustion chamber. Before blowing into the blast furnace, it is often mixed with cold blast to get the required and stable hot blast temperature. BFG is a type of process gas with a low calorific value. It is often mixed with COG to get a high heating value before entering into the combustion chamber. Traditionally the combustion air is used in the hot stove for the fuel gases combustion. -2- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF Figure 1. The structure of hot stove – blast furnace system at the studied plant. 2.2 Hot stove model A spreadsheet-based blast furnace model has been developed at our research group [4]. The model is a static 1-dimensional heat and mass balance including three sub-models, i.e. the blast furnace, hot stove and burden calculation. The three sub-models are connected and balanced via iterative calculations. Figure 2. The schematic diagram of hot stove model. The hot stove model calculates fuel requirements for blast heating as well as maximum blast temperature with the schematic shown in Figure 2. As shown in Figure 2, the user can choose the heat exchanger (HEX) to heat up fuel gas and/or combustion air in the hot stove model. -3- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF Recently the hot stove model has been further developed to include the oxygen enrichment. As shown in Figure 2, the enriched oxygen can be added either through the combustion air or the flue gas recirculated into the hot stove. This can be freely chosen in the model. The fuel gas requirements are calculated from blast furnace gas (imported from the blast furnace model) and coke oven gas, as well as hot stove operating data input listed in Table 1. The calculations can be constrained by hot stove flame temperature and minimum temperature difference between the flame temperature and required blast temperature. Additional adjustments for blast temperature increase with compression, heat losses, and hot stove change-over are also included. The flame temperature calculation is made iteratively according to Eq. (1). AFT ( Hi, fuel gas H air and / or oxygen H combustion Hj, flue gas recirculation ) Cp, k T FT (1) Where, AFT Adiabatic flame temperature, C Hi, fuel gas sensible enthalpy of all gas of fuel gases (after heat exchanger if heat exchanger is installed ) H air and / or oxygen sensible enthalpy of air with oxygen if air is enriched with oxygen (after heat exchanger if heat exchanger is installed ) H Hj, combustion enthalpy of combustion of fuel gases, e.g . BFG and / or COG ) flue gas recirculation and / or oxygen sensible enthalpy of gases of flue gas recirculated to hot stoves sensible enthalpy of oxygen enriched Cp, k T FT heat capacity of all gases after combustion of fuel gases at flame temperatur e. The stove efficiency is an important parameter to evaluate the efficiency of a hot stove for hot blast production. The stove efficiency is defined as Eq. (2). This efficiency is often called “economic efficiency” for hot stoves. Stove efficiency, % Energy in hot blast (GJ / hr ) 100 Chemical energy in fuel gases(GJ / hr ) -4- (2) The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF Table 1. Input variables for hot stove model. Parameter Coke oven gas available COG composition, temperature Flue gas temperature Heat losses Maximum flame temperature Maximum achievable blast temperature parameters Minimum O2 in flue gas Compressor adiabatic efficiency Air from atmosphere: temperature, moisture BFG gas: composition, moisture Flue gas recirculation only Ratio of combustion air, oxygen and flue gas Unit On/off Notes If off, hot stove must run on BFG gas only °C GJ/h °C Fixed or calculated Fixed (& time based) Fixed Based on difference between hot stove flame temperature and achievable blast temperature Fixed Affects cold blast temperature and compressor power consumption Imported from BF model % % Imported from BF model On/off If on, the oxygen is added into recirculated flue gas. Adjustable for each part for step-wise oxygen enrichment and flue gas recirculation. 2.3 Oxygen enrichment vs. flue gas recirculation The conventional oxygen enrichment for the hot stove is to inject oxygen via the combustion air, as shown in Figure 2. The economic analysis on the hot stove oxygenenriched combustion can be found in [5]. The oxygen enriched can be heated up together with the combustion air if the heat exchanger is installed. A new concept is to add oxygen into flue gas which recirculates back to the hot stove after combustion to replace the combustion air. By doing so, parts of sensible heat in the flue gas can be recovered. In addition, the heat exchanger can also be chosen for this new concept. The conventional oxygen enrichment combustion often leads to a high flame temperature or peak temperature. However, this could be better under the flue gas recirculation oxygen-enriched combustion. As shown in Figure 3, the patterns of flame temperature distributions for the flue gas recirculation oxygen enrichment combustion become more flat due to the dilute effect of the recirclualted flue gas. -5- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF Figure 3. The temperature distributions for conventional oxygen enrichement (left) and flue gas recirculation oxygen enrichment combustion (right). Source: AGA. 2.4 Operating conditions at the studied plant The fuel gases at the studied plant are process gases of COG and BFG, which are produced from the coking plant and BF, respectively. Table 2 shows the analysis of the process gases. For the reference period at the studied plant, the hot blast produced was 255.0 kNm3 per hour with a temperature of 1104 °C, which is required by the blast furnace to produce hot metal with a production rate of 274.6 ton per hour, as shown in Table 3. BFG has a low heating value of 2.89 MJ/ Nm3. It was mixed with COG to achieve a high heating value of 4.27 MJ/ Nm3, which can be seen in Table 3. The COG required was around 10.29 kNm3/hr. Table 3 also shows the flue gas generated and its temperature. The oxygen content in the flue gas is 1.0%. There is no heat exchanger installed at the studied plant. However, a part of flue gas (around 55 kNm3/hr) is used to dry pulverized coal (PCI drying) at the moment. In addition, a small amount of COG is also combusted for PCI drying for the current situation. Table 2: Process gas analysis, % CH4 C2.5H5 H2 CO CO2 N2 O2 H 2O Heating value (LHV), MJ/Nm3 COG 21.49 2.59 60.36 5.67 1.47 5.91 0.20 2.33 17.01 -6- BFG 0 0 3.69 19.78 23.37 45.86 0 7.29 2.89 The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF Table 3. Key operating parameters in hot stoves Parameter Blast temperature Blast flow Flame temperature O2 in the combustion air Combustion air COG consumption BFG consumption Mixed gas heating value Stove efficiency Flue gas total Flue gas temperature Flue gas for PCI drying O2 content in the flue gas CO2 content in the flue gas Unit °C kNm3/hr °C % kNm3/hr kNm3/hr kNm3/hr MJ/ Nm3 % kNm3/hr °C kNm3/hr % % Value 1104 255.0 1393.5 20.95 105.5 10.29 95.28 4.27 89.5 196.57 270 55 1.0 22.8 3. RESULTS Oxygen enrichment combustion in the hot stoves has two main effects on the HS-BF system. A higher flame temperature will be achieved with oxygen enrichment when maintaining the same fuel gas rate, which will lead to a higher blast temperature to BF. Thus, the reductant consumption, e.g. coke rate, can be reduced. With oxygen enrichment, the low caloric value of BFG can also be combusted alone to get the same flame temperature without mixing with COG. Thus COG saved can be used to replace the fossil fuels at some other process units within the plant. The possibilities of using the saved COG within the plant have discussed in our previous work [6]. In this work, the model is run to get the same flame temperature and hot blast amount as the reference case. In addition, some other parameters such as heat loss, flue gas temperature, flue gas amount to PCI drying, oxygen content in the flue gas are also kept the same as the reference case. For the flue gas to PCI drying, the same flow rate as the reference case is assumed for all modelling work. Although the flue gas temperature is assumed the same for all cases, this will lead to a slight difference in energy due to a small change with the heat capacity. The oxygen is injected via either combustion air for the conventional oxygen enrichment combustion or recirculated flue gas for the flue gas recirculation oxygen enrichment combustion to replace COG. The calculation results show the hot stove operating parameters. Compared to the reference case, with enriched oxygen amount of 13.38 kNm3/hr, Figure 4 shows that the combustion air flow rate is reduced from 105.5 in the reference case to 32.81 kNm3/hr, while BFG consumption is increased from 95.28 to 155.47 kNm3/hr. When heat exchanger is considered to preheat the combustion air together with enriched oxygen and BFG, BFG consumption will be reduced from 155.47 to 146.62 kNm3/hr. -7- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF The enthalpy of BFG presented in Figure 4 includes both combustion enthalpy and sensible enthalpy. Figure 4. The calculation results of conventional oxygen enrichment combustion without HEX (left) and with HEX (right). For the case of flue gas recirculation oxygen enrichment combustion, the oxygen is injected via the recirculated flue gas. Figure 5 shows the calculation results. Compared to the reference case, the combustion air is completely replaced by oxygen. The flue gas recirculated amount to hot stoves is 25.44 and 33.19 kNm3/hr respectively for the cases of without HEX and with HEX. BFG consumption is also higher in the flue gas recirculation oxygen enrichment combustion compared to the reference case. However, with the help of HEX, BFG consumption will be lowered down from 152.29 to 145.16 kNm3/hr, as shown in Figure 5. Figure 5. The calculation results of flue gas recirculation oxygen enrichment combustion without HEX (left) and with HEX (right). The stove efficiency can be increased by recovering the sensible heat from the flue gas via heat exchanger to preheat BFG and combustion air or flue gas recirculation directly into hot stoves. For the studied plant, as shows in Figure 6, HEX’s effect is higher than flue gas recirculation to hot stoves, 95.1% compared to 91.5%. The hot stove efficiency will be up to 96.0% when both HEX and flue gas recirculation are included. The hot stove efficiency is almost kept the same as the reference case if neither HEX or flue gas recirculation is considered. Compared to the traditional air fuel combustion, N2 content in the flue gas will be lower in the oxygen enrichment combustion, which consequently will lead to a higher CO2 content in the flue gas. This can be seen in Figure 6. It has been also noticed that CO2 content in flue gas is higher in flue gas recirculation oxygen-enriched combustion than conventional oxygen-enriched combustion. -8- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF 98 46 44 96 CO2 content in flue gas, % Stove efficiency, % 42 94 92 90 40 38 36 34 88 32 86 30 O2 enriched only O2 enriched only O2 enriched + HEX Flue gas recir. only Flue gas recir. + HEX O2 enriched + HEX Flue gas recir. only Flue gas recir. + HEX Figure 6. Comparison of stove efficiency (left) and CO2 content (right) in the flue gas for different cases. Figure 7 shows the changes of combustion air and CO2 content in flue gas with enriched oxygen flow rate without consideration of HEX. As shown in the figure, the combustion air flow decreases while CO2 content increases with increased oxygen flow rate stepwise, from 22.8% to 36.6%. With the replacement of COG by BFG, the heating value of fuel gas decreases from 4.27 to 2.89 MJ/Nm3. 4.5 35 4.3 30 80 25 20 60 15 40 10 Combustion air 20 CO2 content 0 0 2 4 6 8 10 Oxygen flow rate, kNm3/hr 12 Heating value, MJ/Nm3 Combustion air, kNm3/hr 100 40 CO2 content in flue gas, % 120 4.1 3.9 3.7 3.5 3.3 3.1 2.9 5 2.7 0 2.5 0 14 2 4 6 8 10 Oxygen flow rate, kNm3/hr 12 14 Figure 7. Left: The correlation between oxygen flow rate and combustion air, CO2 content in flue gas; Right: The correlation between oxygen flow and fuel gas heating value. The amount of flue gas recirculated to hot stoves can be controlled step-wise in the model. The model is run to achieve the same goals as the previous cases, and there is no COG consumption. This is continuation of end point in Figure 7 (left), the case of conventional oxygen enrichment without HEX. As shown in Figure 8, the combustion air is further reduced until it is completely replaced by oxygen, while CO2 content in flue gas is increased from 36.6% to 43.3%. At the same time, the amount of flue gas recirculated to hot stoves increases. Consequently, the hot stove efficiency increases step-wise due to the increased sensible heat used by the hot stoves. -9- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF 92 42 91.5 25 20 37 15 32 10 27 Combustion air 5 CO2 content 0 13 14 15 Stove efficiency, % Combustion air, kNm3/hr 30 47 CO2 content in flue gas, % 35 19 90.5 90 89.5 22 16 17 18 Oxygen flow rate, kNm3/hr 91 0 20 5 10 15 20 Flue gas recirculated, kNm3/hr 25 Figure 8. Left: The correlation between oxygen flow rate and combustion air, CO2 content in flue gas; Right: The correlation between the amount of flue gas recirculated to hot stoves and stove efficiency. For an integrated steel plant, CO2 emissions from hot stoves account around one third of the entire CO2 emissions. As shown in Figure 6 and 8, flue gas recirculation helps to concentrate the CO2 in the flue gas which cannot be achieved by the conventional oxygen-enriched combustion. Therefore, this concept provides a simple option to generate a flue gas well suited to carbon capture without impacting the physics and chemistry of the BF iron making process. It represents a low cost low risk alternative to options such as TGRBF or HISARNA whilst improving stove efficiency regardless of whether or not it is used in conjunction with a heat exchanger. In addition, the concept of flue gas recycle secures a significant proportion of the stove efficiency improvements that would otherwise require maintenance intensive and unreliable heat exchangers. 4. CONCLUSIONS Oxygen-enriched combustion in hot stoves in an iron-making plant as an example has been studied in this work. The enriched oxygen is used to reduce the consumption of the high calorific value gas of COG while maintaining the same flame temperature in the hot stoves as the reference case. Conventionally, oxygen-enriched combustion is done by adding oxygen via the combustion air. However, this could be also done via the flue gas recirculated back to hot stoves. The latter is a new concept for oxygen-enriched combustion in hot stoves. For both these two alternatives, heat exchangers can be installed. A hot stove model has been further developed to calculate the hot stove efficiency and fuel gas combustion under specific oxygen enrichment conditions. Compared to the conventional oxygen-enriched combustion, higher stove efficiency can be achieved when heat exchanger is installed to recover the sensible heat in flue gas to preheat combustion air and BFG; higher stove efficiency can also be achieved when parts of flue gas are recirculated to hot stoves. For the studied plant, it seems that heat exchanger has a higher effect than flue gas recirculation for the stove efficiency. A highest stove efficiency will be achieved when combining both HEX and flue gas recirculation. -10- The Swedish and Finnish National Committees of the International Flame Research Foundation – IFRF In principle, oxygen plant has a maximum oxygen production capacity. Exceeding this capacity, liquefied oxygen has to be supplied externally, which will lead to a relative high oxygen price compared the internal supply. The optimised oxygen level in the hot stoves is most important from the economic point of view when balancing prices of COG and other fuels used within an integrated steel plant, such as LPG, natural gas, oil or even coal and coke rate in BF. The process gases network in the integrated steel plant nowadays is often connected in between, thus, the total effects of oxygen enrichment combustion in hot stoves within the whole plant has to be analysed. The calculating results indicate high CO2 content in the flue gas for the oxygen enrichment combustion, especially for the flue gas recirculation oxygen enrichment combustion. Therefore, flue gas recirculation can help to concentrate CO2 content in the flue gas, which will be essential for the carbon capture in the BF iron-making process. However, compared to the oxy-fuel combustion, N2 content in the flue gas is higher due to a high N2 content in BFG. How to separate CO2 from the flue gas is of great interest to study. Furthermore, the radiative heat transfer in the hot stove theoretically can be better due to a high content of radiating gases of CO2 in the flue gas although convection heat is dominated in the hot stoves. Therefore, it is interesting to investigate the radiation heat changes due to the riched CO2 in the flue gas. 5. REFERENCES [1] L. Zheng, Z.J. Kang, L. Zhang, Q.X. Zhao, Theory and application of oxygenenhanced combustion, Industrial Furnace 3 (2004) 10-14. (In Chinese). [2] H. Kramer, The effect of oxygen enrichment on radiative heat transfer. Fuel Efficiency and NOx Emissions, TOTeM-17:IFRF, 2000. [3] G. Bisio, A. Bosio, G. Rubatto, Thermodynamics applied to oxygen enrichment of combustion air, Energy Convention and Management 43 (2002) 2589-2600. [4] P. Hooey, A. Boden, C. Wang, C. Grip and B. Jansson. Design and application of a spreadsheet-based model of the blast furnace factory, ISIJ International 50 (2010) 924-930. [5] G.Y. Zai., Hot stove oxygen-enriched combustion of economic analysis, Industrial Furance 30 (2008) 30-33. (In Chinese) [6] C. Wang, J. Karlsson, P.L. Hooey, A. Boden, Application of oxygen enrichment in hot stoves and its potential influence on the energy system in an integrated steel plant, Submitted to the international conference of WREC 2011, May 2011, Linköping, Sweden. 6. ACKNOWLEDGEMENTS This work is part of the research program at Centre for Process Integration in Steelmaking (PRISMA) located at Swerea MEFOS AB in Luleå, Sweden. PRISMA is an Institute Excellence Centre supported by the Swedish Agency for Innovation Systems, the Knowledge Foundation, and eight industrial partners within the iron- and steel industry. -11-