Thermal Spray Solutions, Inc. presents the following offering for
advertisement

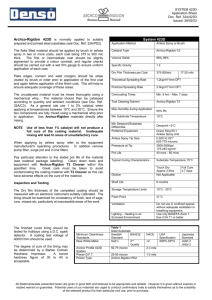
Thermal Spray Solutions, Inc. presents the following offering for Background ¾ Thermal Spray Solutions, a sister company of New Age Fastening Systems, was formed in 2003 and recently became incorporated when it merged with its current partners. This partnership has expanded its operation to better reach various markets with numerous coatings solutions. ¾Tank Bottom Coatings ¾Insulating Systems ¾Grit Blasting/Water Blasting ¾Secondary Containment ¾Epoxy and Chemical Injection ¾Specialty Acid Coating Services ¾Polyurea Coatings ¾Expansion & Caulking Systems ¾Surface Preparation and Repairs ¾Robotic & Conventional Demolition ¾Civil and Environmental Contracting ¾Epoxy and Coating Solutions ¾Secondary Containment ¾Polyurea Coatings ¾Emergency Liner Repairs ¾Storage Tank Coatings ¾Structural, Surface and Concrete Preparation ¾ WearX® Twin Wire Applicator ¾ SafeCoat® Twin Wire Applicator ¾ Cathodic Protection Coatings (Zinc) ¾ Polyolefin (PolyX®) ¾ Anti-Fouling Coatings (Copper) ¾ Architectural (Bronze & Nickel) ¾ TSS personnel have performed successful thermal spray operations throughout many industries including: Power, Pulp/Paper, Refining, Steel Structures, Cell and Wind Energy Towers, Hand/ Pipe railings, Marine Coatings, Chemical Plants and Wastewater Treatment facilities. “Qualifications” ¾ AWS C 2.16 Qualified Thermal Spray Operator for Zinc and Engineered Coatings ¾ SSPC C7 Certified Dry (Wet) Blast Operator ¾ Licensed and Approved Equipment Specialist & Applicator for the following: ¾ ¾ ¾ TSE-OK Ibix Polymer Thermal Spray & Blast Systems Thermion Twin Wire Arc Systems Alamo Polymer Thermal Spray System ¾ Our managers and applicators have extensive experience in Thermal Spray Industry, and are fully capable and qualified to meet or exceed all applicable codes and standards for projects throughout various industries. TSS provides QA/QC documentation for the application process and procedural standards for each project in strict adherence to all applicable code standards. IBIX Grit Blast Equipment TSE-OK IBIX is an ecological and revolutionary system distinguished by its compact design and ease of mobility. It is best suited for special cleaning and maintenance work in various industries. Manufactured from 100% Recycled Bottle Glass. The use of post-consumer glass directly benefits the environment by reducing landfill waste. The manufacturing process reduces the glass and strips the contaminants and waste by-products from the glass. The product is sized and screened to the exact specifications needed for various Abrasive Blasting needs. Can be used for both Wet and Dry blasting applications. Bottle or Tri-Mix Glass is chemically known as “Amorphous Silica”. It has virtually no crystalline-silica which is commonly found in sand. Crystalline Silica is the leading cause of Silicosis. “Why Coatings Fail” Spartacus Thermal Spray Equipment SPARTACUS is a Thermal Spray hot powder coat system requiring No curing with No residual overspray which ensures an easily Repairable maintenance free system with Fast Turnarounds PolyX® ¾Functionalized Polyolefin Alloys (PolyX®) ¾Long term adhesion without need of a primer ¾Excellent UV and salt spray resistance ¾Contain only C, H, O ¾Food/water contact approvals ¾Low smoke / toxicity on burning ¾Elastomeric / very flexible ¾Ductile impact properties ¾No cracking / chipping ¾Temperature range -70 °C to 70 °C (100 °C) ¾Good chemical resistance ¾Minimum recommended thickness - 300 micron What are Thermosets? ¾ Commonly referred to as Traditional Powder Coatings. ¾ The term thermoset refers to polymeric material that will not soften or melt after being cured. ¾ The resins that are used to make thermosetting powders are epoxy, polyester, and acrylic. ¾ There are five types of powder coating systems that are derived from these three general resins: epoxy, epoxypolyester, polyester-TGIC, acrylic-urethane, and polyester-urethane. ¾ These types of polymers undergo a chemical crosslinking reaction when heated, resulting in a high molecular weight product. Cross-links are chemical bonds that link polymer chains together and give the material strength. What are Thermoplastics? ¾ Commonly referred to as “plastics”. ¾ Melt on heating and re-solidify on cooling. ¾ Common plastics are polyethylene, polystyrene, polypropylene, nylon, PVC, etc. ¾ Used mostly for moulding into articles such as bottles, caps and components or by extrusion into packaging, carrier bags, pipes and fibres. ¾ Range of properties – from flexible to rigid, high temperature or chemical resistance, toughness, electrical insulation, etc. Thermalset Versus ThermalPlastics ThermalPlastics Thermalset • • • • • • • • • • • Oven Cure/Heat Cure Time Limited Thickness (Thin) Cross-Link – No Remelt Labor/Conditions Costly Difficult Field Application Less Corrosion Resistance Moisture Penetration Not Able To Repair Difficult to Field Schedule Hard Prone to Cracks Must Hold Temperature • • • • • • • • • • • Molten Plastics Heat Cure Increased Thickness/Edges Easily Remelted /Repaired No Cure Time, No VOC’s Portable Field Applied Better Corrosion Resistance No Moisture Penetration Easily Repaired/Touched Up Predictable Scheduled Flexible- No Cracks/Chips Preheat/Postheat /Solidify Comparisons TRADITIONAL PAINTING PHC SYSTEM START OF WORKS START OF WORKS Sand-blasting Sa 2.5 (Sa3) Dust removal (air blowing) Checking humidity and condensate Application of the 1° coat Waiting for drying time Application of the 2° coat Waiting for drying time Application of the 3° coat Waiting for drying time Waiting for cross-linking and hardening Sand-blasting Sa 2.5 (Sa3) Dust removal (air blowing) Pre-heating 80-100 °C Application of a single coat REPAIRING Repairing film technique Re-melting the polymer REPAIRING Sand-blasting Sa 2.5 (Sa3) Dust removal (air blowing) Checking humidity and condensate Application of the 1° coat Waiting for drying time Application of the 2° coat Waiting for drying time Application of the 3° coat Waiting for drying time Waiting for cross-linking and hardening *A Comparison of Coating Cycles with a medium-long term life expectation of about 15 years – Total coating thickness 300 microns. Advantages of Polymer Thermal Spray Why Use Thermoplastic Powders? ¾ Barrier Properties ¾ Vapour ¾ Liquids ¾ Chemical Resistance ¾ Electrical Insulation ¾ Anti-corrosion ¾ Flexibility ¾ 50-1000% elongation ¾ No cracking or chipping ¾ Thicker coatings ¾ Barrier properties ¾ Edge and weld coverage ¾ “Grip” and “warmth” ¾ Impact resistance ¾ Food Contact ¾ Low Toxicity There Thereare areaalarge largenumber numberof ofpossible possiblethermoplastic thermoplasticpolymers polymers ….. each can give additional benefits. ….. each can give additional benefits. 18 Why Use Thermoplastics? ¾Barrier Properties ¾ Vapour ¾ Liquids ¾ Chemical Resistance ¾Electrical Insulation ¾ Anti-corrosion Corrosion Corrosion Protection Protection Benefits of Flame Spray Technology ¾ Long Term Anti-corrosion Protection (antiosmotic protection; electric insulation; chemical resistance): final solution to the problems associated with Hydro ¾ System usable in any weather condition (hot – cold – rain) ¾ One-step application cycle ¾ Fast turnaround: immediate use of the coated items ¾ No overspray - no need to protect equipment, vehicles, etc. ¾ No risk to damage plants, vehicles, pedestrians ¾ Ecological (no VOC, TGIC, plastifiers, hysocyanates, Halogens) ¾ Easy touch up ¾ Easy repair Investing in long term protection Investing in long term protection 23 PolyX® Coating on Concrete Structures PolyX® Outside Coating of Steel Pipes for Acidic Waters PolyX® Inside Coating of Steel Pipes PolyX® Inside Coating of Steel Pipes PolyX® Coating on Grating PolyX Flame Spray Coating after blasting with Ibix ¾PolyX coatings offer improved release properties and extended life without investing in costly composite materials. PolyX® for Carpentry PolyX® for Acid Resistance Heavy Acidic Environment Finished Top Coat PolyX Flame Spray Coating – 05 Sept. 2009 No alteration after 1 year Partnering Philosophy ¾Partnering relationship ¾ Utilizes expertise and resources of both companies ¾Creates a long-term commitment ¾ ¾ Enables partners to focus on their core businesses Maximizes efficiency to both partners ¾“Open Book” relationship ¾ ¾ Aligns partners expectations, values and objectives Allows seamless interaction across the company ¾Reduces overhead burdens ¾Partners share risk and rewards Measurement of Partnering Performance ¾Compare to: ¾ Past history with current provider ¾ Conventional methods ¾ Competitive markets ¾Ensure continuous improvement through: ¾ Ongoing make/buy evaluations ¾ Benchmarking compared to best-in-class ¾ Training ¾ Formal continuous improvement programs (utilization of EPRI resources, TQM, etc..) Vendor Reduction and PerformanceBased Partnering Benefits ¾Single party accountability ¾Eliminate redundant admin & management costs ¾Reduce Health and Safety Training ¾Faster Turnaround Time to Complete Objectives ¾Shared Benefits and Cost Savings ¾Integrated Engineering Support Labor Support and Management ¾ We are dedicated to providing the highest quality support and services to our clients and vendors. ¾ These include Supervision, cost and asset tracking, scheduling, data collection and production reporting on a project and client basis. ¾ Our Teams vigorously pursue the efficient utilization of labor, material, and equipment on all projects to ensure cost savings to clients. ¾ Ramco believes the improvement of labor productivity should be a major and continual concern of those who are responsible for cost control of constructed facilities and facility maintenance programs. ¾ Labor, Equipment, and Material including procurement, inventory, shop fabrication, and field servicing requires special attention for cost reduction. The use of new information systems, equipment, and innovative methods have made it possible to track, maintain, and correctly course any project. Prequalified to perform work for the following clients